
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 щаться под корпусом станочного приспособления, в котором закреплен обрабатываемый шар. В центральное отверстие болта вставляется съемный центр 4. Резец 5 устанавливают с помощью съемного центра. Установку резца по высоте производят с помощью подкладок под планку-державку. Резец можно изготовить путем заточки фрезы или сверла диаметром, равным диаметру отверстия резцедержателя. У этого инструмента вышлифовывается одна сторона, а у торца оставляется как бы отогнутая головка с лезвием, шириной 3,5... 1,5 мм. Для резца с большей отогнутой головкой берется инструмент-заготовка большего размера, чем отверстие резцедержателя, и обтачивается твердосплавным резцом до диаметра отверстия резцедержателя. При настройке приспособления необходимо совместить ось 00 приспособления с осью шпинделя в вертикальной плоскости. Это достигается подводом острия съемного центра к вершине конуса задней бабки. После этого необходимо добиться, чтобы ось ОО приспособления прошла через центр обрабатываемого шара. Для этого подводят съемный центр лыской к поверхности обрабатываемого шара и устанавливают лимб продольного перемещения на нулевое деление, центр вытаскивают из болта и перемещают суппорт в направлении к передней бабке по лимбу продольной подачи на величину радиуса шара-заготовки. Так обеспечивается настройка поворотного приспособления. При выполнении всех 12 позиций приходится неоднократно отводить суппорт то вправо, то влево до центра вращения обрабатываемого шара. Упором может служить стержень, упирающийся одним концом в корпус передней бабки, а вторым - в суппорт. С помощью упора достигается быстрая и точная установка суппорта по центру обрабатываемого шара. Суппорт после настройки приспособления отводят и снова подводят в продольном направлении к упору. Когда суппорт подводится к упору, резец входит в отверстие до касания торца просверленного пальцевой фрезой отверстия. Включается вращение шпинделя в левую сторону и медленным плавным поворотом пластины 2 влево вокруг оси 00 на небольшой угол производится точение части поверхности шара. Поворот осуществляют рукояткой 7. Чтобы при точении щара резцедержатель не провернулся вокруг своей оси, его завинчивают по левой резьбе. Для создания жесткости поворотная планка имеет внизу болт, упирающийся головкой в суппорт. Плавности поворота пластины и резца способствуют две бронзовые шайбы и находящаяся между ними резиновая шайба. Усилие поворота пластины регулируют гайкой и контргайкой болта. С помощью такого приспособления работа по упору выполняется легко и быстро. Отпадает надобность в использова- НИИ лимбов суппорта. Оказывается, обтачивание шара даже проще, чем какого-либо многогранника. Вытачивание нескольких шариков внутри шара производят в следующем порядке. В шаре-заготовке сверлят и растачивают на конус 10 отверстий, оставляя два соосных отверстия необработанными. Диаметр входного отверстия конуса около 19 мм. Можно вместо конуса просверлить ступенчатое отверстие пальцевыми фрезами разных диаметров или одним комбинированным сверлом. Числом ступеней отверстия определяется число изготовляемых шариков. После этого устанавливают поворотное приспособление в резцедержатель. Суппорт подводится к упору, а резец к торцу меньшего отверстия и закрепляют. Включается вращение шпинделя в левую сторону, пластина поворачивается рукояткой и осуществляется точение сферы. Поворот пластины продолжается до касания державки резца края обрабатываемого отверстия, чем ограничивается угол поворота резца. Резец обратным поворотом пластины возвращается в исходное положение, а станок выключают. Суппорт отводят от упора, резец подается в сторону назад. Заготовку освобождают и центром задней бабки фиксируют для выполнения обработки на следующей позиции. Резец поворачивают в обратном направлении к оси шпинделя, суппорт подводят к упору и цикл обработки повторяют. После точения шарика малого диаметра таким же образом обрабатывается и шарик большего диаметра. Перед обработкой второго шарика, большего по размеру, резец высвобождается винтом, суппорт подводится к упору, а резец подводится к следующему торцу до касания и зажимается винтом резцедержателя. В некоторых случаях приходится применять не один, а два или даже три резца разных размеров. После выполнения 10 позиций заполняют отверстия воском и производят обработку остальных двух отверстий. Шарики можно точить и не в шаре, а в заготовках другой формы, например: шар внутри куба, цилиндроида и т. д. Рассмотрим точение из дерева куба, а внутри этого куба шара, а в шаре снова куба. Как выточить начальный куб, используемый в дальнейшем в качестве заготовки, рассмотрено выше. Сначала вытачивают наружный куб. Пусть расстояние между противоположными гранями куба 24 мм. При этом размере куба нужно использовать пальцевую двухперую фрезу диаметром 12 мм, резец с отогнутой головкой с длиной режущей кромки 3 мм для обточки сферы и пальцевую фрезу с расточным резцом для обработки кубика в шаре. От грани куба-заготовки до его центра расстояние 12 мм. Это расстояние разбивается на входной поясок отверстия, зазор сферической расточки резцом с длиной режущей кромки 3 мм, а радиус шарика 7 мм. Обточенный щарик диаметром И мм не сможет выпасть из отверстия диаметром 12 мм куба-заготовки. Если у такого куба снять фаски на ребрах, то он плотно войдет в оправку с отверстием диаметром 32,5 мм. На дне отверстия оправки установлена резиновая прокладка, от которой до края отверстия оправки расстояние 21 мм. Таким образом, вставленный в отверстие куб будет выступать на 3 мм. В упорный торец накидной гайки вставляется резиновая шайба. Обрабатываемый куб находится слева и справа между резиновыми опорами. На рис. 95, а показана деталь с размерами. Обработка производится при п=800 об/мин. После настройки поворотного приспособления производят точение в кубе шара, радиус которого 7 мм. Для этого пальцевой фрезой диаметром 12 мм сверлят отверстие на глубину 5 мм, а станок выключают. Ко дну отверстия осторожно подводится резец, закрепленный в поворотном приспособлении. Лимб продольного перемещения суппорта устанавливают на нулевое деление. Резец отводят от дна отверстия. Включают вращение шпинделя в левую сторону и осторожно подают резец, глядя на нулевое деление лимба, до касания дна отверстия. Рукояткой поворотного приспособления резец поворачивают вокруг центра куба и обтачивают часть сферической поверхности шара. Куб переустанавливают и обработку повторяют последовательно со стороны пяти граней куба. После этого поворотное приспособление снимают и вместо него устанавливают в резцедержателе по центру резец с отогнутой головкой (рис. 95. б). Пальцевую двухперую фрезу диаметром 5 мм закрепляют в патроне, установленном в пиноли задней бабки. В шарике сверлят отверстие диаметром 5 мм на глубину 3,55 мм. Так же как и при точении шара, производят точение в отверстии бокового конуса с зачисткой торца. Выполняют эту Рис. 95. Схемы точения в кубе шара и куба внутри шара 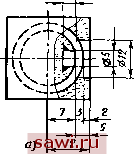 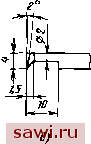 Установим охранное оборудование. Тел. . Звоните! |