
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 D.MM S, мм/оВ от ото} oj50 аз р, о,б се / г ъ \5 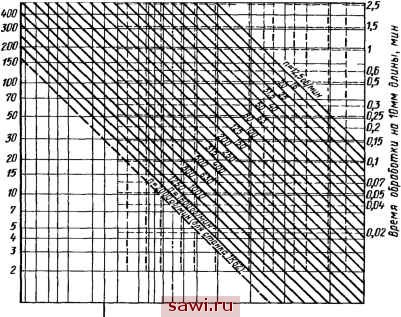 WDD 600 т 250 150 10DB0 6B М50 2D 10 V, м/мин Рнс. 16. Номограмма стайка 16К20 для определения частоты вращеиня шпинделя и основного (машинного) времени 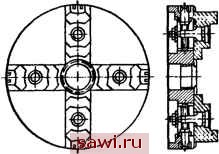 Рнс. 17. Трехкулачковый (а) и четырех1оглачковый (б) токарные патроны ЗагстВт 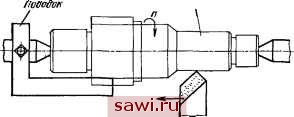 Рнс. 18. Схема обтачивания вала-шестерни в центрах кулачков во избежание вибраций (при большом вылете надо поджимать заготовку центром задней бабки); 2) если заготовка имеет биение, то его необходимо устранить зажимом кулачков с поворотом заготовки; 3) запрещается устранять биение заготовки на станке ударами по ней металлическими предметами. Крепление в центрах. ВаЛы, оси или оправки для полых деталей, длины которых больше их диаметра, устанавливают центровыми отверстиями, образованными на их торцах, между центрами передней и задней бабок. Для передачи вращения (крутящего момента) на конец шпинделя надевают поводковый патрон, а на заготовке или оправке закрепляют хомутик. Применение хомутиков является нежелательным из-за потери времени на их крепление и открепление, а кроме того, они не безопасны для токаря. При обтачивании деталей, имеющих углубления с торцов или шпоночные, шлицевые и зубчатые поверхности, применяют вместо хомутиков поводок (рис. 18). При креплении заготовок поводок вставляется во впадину зубьев. С применением такого поводка вспомогательное время сокращается и уменьшается утомляемость рабочего. При обтачивании валов больших диаметров напроход и при обработке по упорам (рис. 19) применяют поводковые центры с торцовым креплением. На рис. 20 показан поводковый центр для торцового крепления валов диаметром 40 ... 100 мм, состоящий из корпуса /, резьбовой пробки 2, пружины S, плавающего центра 4, втулки 5, разрезной цанги 7, крышки 9, поводка 10 и ножей . Заготовку устанавливают на плавающий центр и вращающийся центр задней бабки. Рис. 19. Схема обработки по упорам При выдвижении пиноли зад- 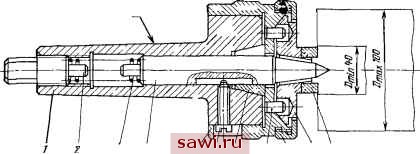 3 i 6 7 8 10 11 Рис. 20. Пооодковый центр ней бабки заготовка утапливает плавающий центр внутрь корпуса, упирается в закаленные ножи из быстрорежущей стали, перемешает втулку и цангу, которая застопоривает плавающий центр. Поводок благодаря сферической опорной поверхности имеет возможность самоустанавливаться, относительно торца вала. Ножи равномерно врезаются в торец вала заготовки и передают ему вращение от шпинделя через корпус, втулку, штифты 8 и поводок. Поводковый центр имеет три сменных поводка, предназначенных для обработки валов разного диаметра. Чтобы сменить поводок, достаточно отвернуть крышку. Рабочий конус центра шлифуют в сборе с патроном. Для устранения провертывания центра поставлен винт 6, входящий в его паз. Для обработки втулок применяют рифленые и гладкие центры. При наружном обтачивании втулок и труб их крепление осуществляют с помощью рифленого переднего центра /, выполняющего одновременно роль поводкового устройства, и рифленого центра 2 (рис. 21). Тонкостенные втулки зажимать между центрами нельзя, так как может возникнуть их деформация. Для крепления таких деталей применяют оправку / (рис. 22), установленную одним концом 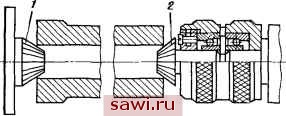 Рис. 21. Рифленый поводковый центр и вращающийся задний центр Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||