
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 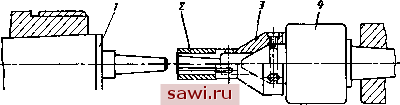 Рис. 22. Схема закрепления тонкостенных втулок В шпиндель Другой конец оправки служит для крепления заготовки 2. На вращающемся центре 4 установлена разжимная гильза 5, на которую своим огверстием устанавливается заготовка. Движением пиноли задней бабки гильза подается на конус оправки и, разжимаясь, закрепляет заротовку. ПРИМЕРЫ ОБРАБОТКИ ЗАГОТОВОК НА СТАНКЕ Приспособления позволяют сократить вспомогательное время, затрачиваемое на крепление заготовок, и повысить точность обработки. На рис. 23 показано точение втулок 2 на оправке / со снятием фасок. Оправку можно удлинить и поставить три заготовки с промежуточными шайбами, позволяюшими снимать фаски после обточки. На рис. 24 показано точение валиков 3 с применением простых поводковых центров /. Крутящий момент передается через резиновую втулку 2, надетую на шейку переднего центра. На практике возникает необходимость обработки дисков из органического стекла, феррадо и других неэластичных листовых материалов. Крепление таких деталей на токарном станке производится на оправке, состоящей из двух частей (рис. 25). Левая часть оправки / крепится в патроне, правая 4 поджимается вращающимся центром 5. На выступы оправок надеваются г г -4- 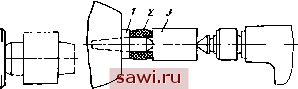 Рис. 23. Схема точеиия втулок на оправке Рис. 24. Схема точения валиков с использованием резиновой втулки 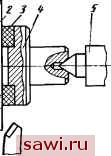
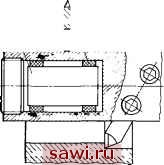 Рис. 25. Схема точения дисков в Рис. 26. Виброгаситель с резиновыми резиновых оправках кольцами резиновые кольца 8, между которыми установлена заготовка 2. Деталь удерживается силами трения путем поджима пиноли задней бабки. При растачивании с большим вылетом оправки часто возникают вибрации, для гашения которых можно применять виброгаситель, вставляемый в отверстие оправки (рис. 26). Он состоит из стержня / с резиновыми кольцами 2. На рис. 27 показана цанга с пластинами твердого материала /, разделенными резиной 2. Такая цанга позволяет зажимать цилиндрические заготовки. Зажимные пластины могут изготовляться из закаливаемых сталей и других материалов. Обработка пластин производится пакетом. Обработку деталей можно производить с применением гладкого переднего и вращающегося заднего центров без промежуточных зажимов. Передача крутящего момента от шпинделя осуществляется в результате трения между передним центром и деталью. Такой прием можно рекомендовать при алмазном выглаживании деталей. В случаях же точения валов 2, 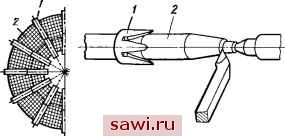 Рис. 27. Цанга Рис. 28. Поводковая оправка с острыми кромками  Рис. 29. Приспособление для точения шнеков когда возникает большой крутящий момент, в качестве быстродействующего приспособления следует применять оправку с острыми закаленными кромками (рис. 28). Оправка имеет на хвостовике конус /, которым она вставляется в шпиндель. Чтобы повысить производительность и точность обработки шнеков, можно использовать приспособление в виде трубы 2 (рис. 29), внутренний диаметр которой соответствует обработанному наружному диаметру заготовки шнека 3. На левом конце трубы запрессована бронзовая втулка /, а в правом утолщенном конце расточено отверстие, равное диаметру пиноли 5 задней бабки. Для свободного перемещения резца и выхода стружки материал трубы удален фрезой. На этом участке труба охватывает более половины периметра окружности заготовки, закрепленной в патроне и поджатой вращающимся центром 4 задней бабки. Труба приспособления одним концом закрепляется неподвижно болтами 6 на пиноли задней бабки, а другим охватывает своей бронзовой втулкой / шейку заготовки. Таким образом заготовка получает дополнительную опору по всей длине. Это приспособление повышает жесткость заготовки и исключает применение люнетов. Такое нарезание шнеков может найти применение и при обработке других подобных деталей. Нарезание в одной детали наружных и внутренних резьб, смещенных по шагу, представляет трудности, связанные с установкой резца. В этом случае следует использовать оправку (рис. 30), на меньшей ступени которой имеется резьбе. Установим охранное оборудование. Тел. . Звоните! | |||||||