
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Токарные станки в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Рис. 30. Оправка для иарезаиия резьб со смещенным шагом соответствующая внутренней резьбе заготовки, а на ступени большего диаметра - наружной. Резьбы на оправке смещены по щагу на заданную величину. При изготовлении заготовок / сначала нарезают внутреннюю резьбу, по которой ввинчивается оправка 2. Установка резца 5 для нарезания наружной резьбы детали производится по впадинам резьбы оправки. Применение такой оправки не только сокращает время установки резца, но и устраняет брак по смещению щага внутренней резьбы по отношению к наружной. Нарезание внутренних резьб резцом или метчиками имеет малую производительность и точность. Поэтому следует применять фрезерование резьб с использованием приспособления (рис. 31), состоящего из стойки 8 с отверстиями для втулки подшипника 5 и для гайки-копира 7, копирного валика 4 с рукояткой 9, зажимной гайки 2 и упорного кольца 6. Шаг резьбы на валике (например, 1,5 мм) равен шагу нарезаемой резьбы на заготовке. В шпинделе токарного станка закрепляется фреза /, изготовленная из быстрорежущей стали. Ее зубья затылованы и имеют угол профиля, равный углу профиля нарезаемой резьбы. Диаметр фрезы для резьбы размером М12Х U5 равен 10 мм. Фреза имеет частоту вращения 1000 об/мин. Валик ввинчивается в гайку-копир и перемещается вместе с заготовкой 3 в осевом направлении до тех пор, пока кольцо 6 не упрется в торец втулки. Нарезание резьбы осуществляют за два рабочих хода. Фрезерование методом копирования по сравнению с нарезанием резцом имеет ряд преимуществ: допускается более высокая скорость резания и сокращается число рабочих ходов. Кроме 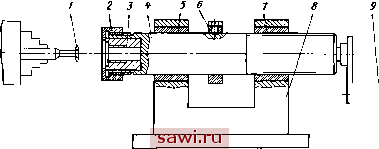 Рис. 31. Приспособление для фрезерования резьб  Рис. 32. Приспособление для точения фасонных поверхностей ТОГО, при фрезеровании исключается возможность появления брака по длине резьбы, повышается точность резьбы. Способы копирной обработки широко используют при точении шаровых и фасонных поверхностей. Фасонные рукоятки часто обтачивают при помощи копира, устанавливаемого на оправке задней бабки. В резцедержателе закрепляют резец и щуп, упирающийся в копир. При изготовлении деталей в большом количестве следует применять приспособление (рис. 32), исключающее необходимость наблюдения за касанием щупа и копира. Под действием пружины 8 и радиальных сил резания постоянный контакт ролика и копира осуществляется автоматически. Приспособление представляет собой державку /, закрепляемую в резцедержателе. В пазу державки по оси 5 установлено коромысло 2, на левом конце которого находятся резец 3 и упорный винт 4, а на правом - ролик 7. В пиноли задней бабки закрепляется сменный копир 6. На рис. 33 показано точение конусов по копиру 4, по которому движется щуп 3, прикрепленный к поперечному суппорту 2. Форма резца позволяет обрабатывать конические поверхности при движении как в сторону задней бабки, так и обратно. Точение конусов происходит при поперечной подаче. Щуп скользит по 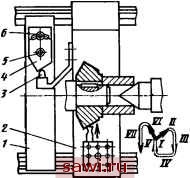  Рис. 34. Упор в виде кольца иа сверле 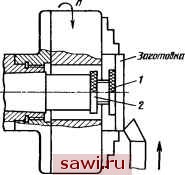 Рис. 33. Схема точения конических зубчатых колес по копиру копиру и сообщает суппорту, а вместе с ним и резцу необходимое продольное перемещение. В результате резец воспроизводит на заготовке заданный угол конуса. Порядок движений резца схематически пока- 35. Регулируемый упор для зан в правом нижнем углу. з Р- Копир закреплен на пластине / с помощью болта 5 и болта 6, проходящего через полукруглый паз, что дает возможность устанавливать копир с необходимой точностью и обрабатывать шестерни разной конфигурации. Заготовка вместо запрессовки на цилиндрическую оправку стала надеваться на оправку со шпонкой и поджиматься центром задней бабки через втулку. При изготовлении различных деталей автору часто приходилось иметь дело со сверлением отверстий сверлами и пальцевыми фрезами. Чтобы не просверлить отверстие больше, чем надо, рекомендуется применять упор-кольцо 2 на инструменте / (рис. 34). При приближении упорного кольца к торцу заготовки рекомендуется выводить инструмент из отверстия для удаления накопившейся стружки. При обработке деталей, закрепляемых в патроне, рекомендуется иметь регулируемый упор, вставляемый в коническое отверстие шпинделя (рис. 35). Упорный винт / с накатанной головкой стопорится гайкой 2, также имеющей накатку. При использовании упора-ограничителя необходимо правильно выбрать опорную базу для установки заготовки. Например, окончательную подрезку головок поршневых пальцев производили в цанговом зажиме. Торец головки подрезали с точностью 0,05 мм. Заготовка 2 при установке опиралась буртом в цангу /. зажималась и по неподвижному упору 4 подрезалась резцом 3 за Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||