
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 креплены опоры 4, в которых установлены червяк 5, несущий на себе шарикоподшипники, и ведомый шкив маховика 6. На другом кронштейне смонтирован эксцентрик 7 толкателя 8 подающего механизма и зубчатого 21 22 2321) 2625 27 28 20 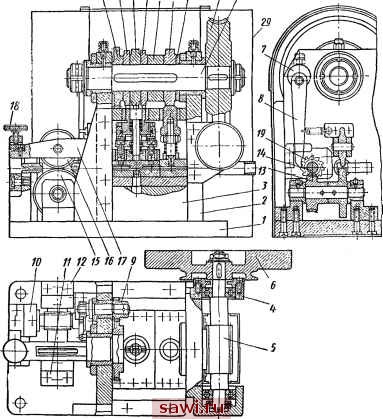 Рис. 15. Автомат для вырубки и развода зубьев колеса 9. Подающий механизм состоит из трех опор 10-12, на которых помещены червячная пара 13 и 14, ведущий ролик 15 для подачи заготовки ленты, нажимной ролик 16, рычаг 17 нажимного ролика и винт 18, регулирующий степень нажатия нажимного ролика. Для передвижения заготовки на шаг пилы на червяк 5 насажен сменный храповик 19. На валу 20 установлены ведущее зубчатое колесо 21, находящееся в зацеплении с зубчатым колесом эксцентрика толкателя подающего механизма, кулачковые диски 22-25, промежуточные втулки 26 и 27 п червячное колесо 28. На опорной планке 5 установлен комбини- 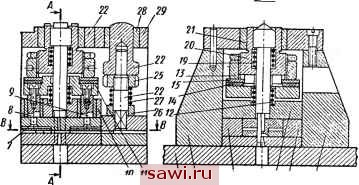  12 6 5 3 Рис. 16. Комбинированный штамп рованный штамп (рис. 16); один из штампов служит для вырубки зубьев, а другой - для развода; штампы монтируют на плите / между двумя стойками 2 и 5. На основании плиты / вместе с матрицей вырубного штампа установлены две планки 4 ч 5. Между матрицей вырубного штампа и направляющей планкой 6 имеется планка 7 зажимного устройства. Устройство кинематически связано с пуансоном вырубного штампа при помощи двух валиков 8 \\ 9 направляющих планок 10 и , между которыми вставлены пружина 12 и толкающая головка. На планку И надевается резиновое кольцо 14 и металлическое кольцо 15, при помощи которого лента прижимается во время вырубки зубьев. Для бокового прижима ленты в отверстии планки 4 смонтировано прижимное устройство. Оно со-38 стоит из фиксатора 16, прижимной планки 17 и пружины 18. Толкающая головка служит направляющей втулкой, в которую вставлена пружина 19. Ленту закрепляют гайкой 13. Гайка 20 толкающей головки опирается на металлическое кольцо 15 резинового кольца 14. Для освобождения ленты после вырубкп и перемещения ее на новый участок служит пружина 12, которая возвращает зажимное устройство в первоначальное положение. Толкающая головка пуансона во время работы скользит по бронзовой втулке 21, запрессованной в планку стоек 2 п 3. В зависимости от силы зажима ленты она выступает над планкой на ту или иную величину. Штамп для развода зубьев не имеет зажимного устройства. Пуансон 22 одним концом вставлен в толкающую головку 23, а другим - в планку 24. Его положение регулируется гайкой 25. Между гайкой 25 п направляющей втулкой 26 установлена пружина 27. Толкающая головка пуансона скользит по направляющей втулке 28, запрессованной в планку 29. Комбинированный штамп устанавливают на плиту и закрывают кожухом 29 (см. рис. 15). Для утолщения зубьев ленточных пил применяют аппарат DIXA (ПНР). Расстояние между зубьями, подвергающимися утолщению, 17 мм, минимальная высота зуба 9 мм, максимальная толщина пплы 3 мм. Для бокового профилирования, выравнивания и шлифования )асплющенных зубьев ленточных пил используют станок ОИСА-20 (ПНР). Фирма Recosikleservicer Londom (Англия) изготовляет сборные ленточные пплы, состоящие пз полотна и прикрепленных к нему сегментов. Такая конструкция позволяет утолщать ленточную пплу путем отгибания зубьев-сегментов в разные стороны. Кроме того, при поломке сегмент легко заменить новым, что делает ленточную пилу такой конструкции высокоэкономичной. Материалом сегментов служат высоколегированная и быстрорежущая стали, а также твердый сплав. Фирма Rudolf А1Ьег (Австрия) выпускает ленточные пилы с режущей кромкой из твердого сплава, стойкость которых выше быстрорежущих пил в 40-50 раз [154]. Твердый сплав наносят методом наплавки. Ленточная пила перемещается в вертикальной плоскости на рольгангах, вращающихся вокруг своей осп. Рядом с рабочим, производящим наплавку, помещены баллоны с газом. В правой руке рабочий держит горелку, а в левой твердосплав- Установим охранное оборудование. Тел. . Звоните! |