
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 ной стержень. Наплавляемая ленточная пила расположена перед рабочим. Твердосплавной стержень выбирают в зависимости от толщины ленточной пилы; например, полотно пилы толщиной 0,9-1,25 мм наплавляют с помощью стержня диаметром 2 мм, полотно толщиной до 1,47 мм- с помощью стержня диаметром 3 мм, полотно толщиной до 2 мм - с помощью стержня диаметром 4 мм. Сопло горелки также выбирают в зависимости от толщины ленточной пилы, например, для ножовочного полотна толщиной 0,9-1,25 мм применяют горелку № О, а для ножовочного полотна толщиной 1,25-2 мм горелку № 1. ВК8 g 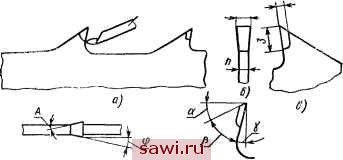 г) д) Рис. 17. Твердосплавные зубья после их наплавки и заточки Зубья ленточной пилы, наплавленные твердым сплавом, показаны на рис. 17, а, твердосплавные зубья после их заточки - на рис. 17, б-д. Рабочую толщину зубьев ленточной пилы выбирают в зависимости от толщины пилы: 6 = Л + Глубина твердосплавной части зуба после заточки равна 1 мм, а высота 3 мм. Боковой зазор А между твердосплавной режущей кромкой и корпусом ленты 0,5-0,8 мм. Заточку ленточных пил с прямой формой зуба, показанной на рис. 9, а, выполняют на автомате RC84 (рис. 18). На автомате можно затачивать ленточные пилы шириной 15-75 мм и длиной 8-16 м. Он имеет четыре скорости резания (30; 45; 55 и 70 зубьев в минуту). Прямолинейная форма спинки и передней поверхности зубьев позволяет заправлять заточной круг алмазным карандашом при его 40 поступательном перемещении. При изменении ленточного полотна заменяют шкивы 1 и 2 (рис, 18), положение их осей изменяется путем перемещения стоек 3 п 4 яа уста-)10вочной линейке 5. Автомат оснащен пылеотсосом 6. Более сложной является заточка зубьев, изображенных на рис. 9, б и б. Автомат для заточки зубьев сложного профиля показан на рис. 19, а и б, а основные его узлы - на рис. 20, а-г. Заточка по радиусной поверхности осуществляется при топкой регулировке узлов. Путем вращения ходового винта 1 и передвижения его вправо и влево (рис. 20, а)  Рис. 18. Автомат для заточки ленточных пил достигается радиусная канавка зуба. После получения заданной формы передней поверхности и канавки зубьер заточной шпиндель закрепляют контргайкой 2, которую изготовляют из спеченной керамики. Перед изготовлением партии ленточных пил первый зуб прорезают на глаз . После проверки, перед заточкой всех ленточных пил, указательную стрелку устанавливают по циферблату. Подачу абразивного круга регулируют маховиком 8 (рис. 20, г). При правом вращении маховика осуществляется врезание абразивного круга, при левом вращении абразивный круг поднимается. Ходовой винт 19 (рис. 20, б) закрепляют и зажимают винтом 23. Отвод и включение абразивного круга осуществляется рукояткой 21 (рис. 19, б). Узел автомата, позволяющий прорезать зуб абразивным кругом, представлен на рис. 20, в. Радиусные и комбинированные профили зубьев обозначены А, Б п В. На головке укреплена стрелка, которая путем поворота рукоятки 20 останавливается на нужном зубе зата- 9 8 6 S1D 4 3 Z 1 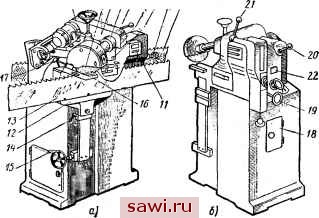 Рис. 19. Общий вид автомата для заточки зубьев сложного профиля: 1, 19 - ходовые винты; 2, 9 .- контргайки; 3 - механизм регулировки перемещения; 4 - масленка; 5 - ходовой винт; 6 - кожух; 7 - абразивный круг; S - маховик подачи абразивного круга; 10 - кронштейн установки абразивного круга по центру зубьев; - магнитный выключатель; 12 - магнитная установочная планка; 13 - направляющая ленточной пилы; 14, 17, 20, 21 - рукоятки; 15 - маховик вертикального подъема; 16 - установочная планка; 18 - шпиндель вертикального перемещения; 22 - механизм главного переключения 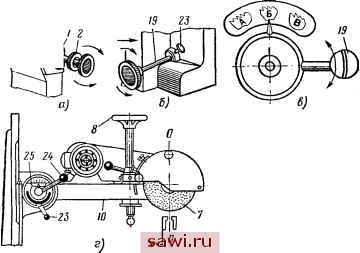 Рис. 20. Узлы автомата для заточки зубьев сложного профиля 42 Установим охранное оборудование. Тел. . Звоните! |