
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 чиваемой ленточной пилы. Необходимые передний угол и угол резания достигаются при повороте кронштейна 10 (рис. 20, г). С учетом толщины и углов ленточной пилы абразивный круг 7 фиксируется так, чтобы его ось была соосна оси 00 ленточной пилы. Абразивный круг стопорится Т-образной рукояткой 23. Рукоятка 24 поворачивает указатель-стрелку в соответствии со шкалой 25. Станки и полуавтоматы Ленточно-отрезные полуавтоматы 8541, 8542, 8544,8548 изготовляет Краснодарский станкостроительный завод им. Седина. Схема полуавтомата 8541 представлена на рис. 21 [67 ]; регулятор следящей системы полуавтомата8541 при изменении величины реза позволяет изменять подачу и прогиб ленточной пилы. Гидрозолотник регулятора, смещаясь на величину прогиба, перекрывает щель выхода масла, изменяя подачу ленточной пилы. С увеличением длины реза подача уменьшается. В полуавтомате автоматически изменяется подача и поддерживается постоянная мощность резания. Перечисленные полуавтоматы предназначены для отрезки заготовок сечением до 500 X 500 мм. Кинематическая схема полуавтомата 8543 показана на рис. 22, о и б [67 \. Разрезаемый материал укладывают на поверхность механизма зажима и перемещением подвижной губки зажимают. Пильной раме сообщают движение подачи, а пильной ленте - движение резания. В конце рабочего хода пильная рама возвращается в исходное положение и заготовки удаляют из зоны резания. Заготовку подают на нужную длину, зажимают, и цикл повторяется. Гидравлическая схема полуавтомата 8543 представлена на рис. 23. Полуавтомат имеет бак /, шестеренный насос 2 типа ВГ11 № 11 производительностью 8 л/мин, фильтр 3 типа Г41-11 для очистки жидкости, напорный золотник 4 типа Г54-12 для контроля рабочего давления, манометр 5, обратный клапан 6 типа Г51-22, гидравлический цилиндр подачи 7, регулятор 8 следящей подачи для изменения подачи пильной рамы, распределитель 9 с управлением от электромагнитов и пружин, дроссель 10 типа МФ1-7060. Гидропривод действует по принципу следящей системы с контролем количества масла в одной полости цилиндра. 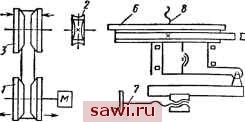 Рис. 22. Кинематическая схема полуавтомата 8543: а - привод; б - схема; / - клиноремениый вариатор; 2 - червячный редуктор; S - управляемый диск? 4 - ведущий диск: 5 - ленточные пнлы; 6 - направляющий диск; ? г- винтовая пара; в - винт Рис. 21. Гидравлическая схема полуавтомата 8541: / - бак; 2 - насос; 5 - фильтр; 4 - редукционный клапаи; 5 - манометр; 6 - гидроцилиндр натяжения ленточной пилы; 7 - распределитель с управлением от электромагнитов и пружинным возвратом; 8 - гидроцилиндр зажима тисок; 9 - дроссель с регулятором; 10 - распределитель следящей подачи; II гядроиилиндр привода подачи Рис. 23. Гидравлическая схема полуавтомата 8543 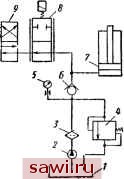 Пильная рама подается под действием силы тяжести со скоростью, устанавливаемой дросселем. Как только ленточное полотно придет в соприкосновение с отрезаемой заготовкой, оно получает рабочую подачу, установленную режимом. В конце отрезания заготовки электромагнит четырехзаходного золотника получает команду от конечного выключателя на быстрый отвод пильной рамы в исходное положение. Все элементы гидропривода смонтированы на станине, кроме следящего золотника, установленного на направляющем ролике. Натяжение ветвей пилы в зависимости от ее сечения производится механизмами. При обрыве пилы полуавтомат останавливается автоматически. Пневмогидравлический усилитель, применяемый для зажима заготовок в гидравлических приспособлениях [110], показан на рис. 24. Он преобразует давление сжатого воздуха (3-5 кгс/мм) в повыщенное гидравлическое давление масла с коэффициентом усиления k = 17,5. Трехпозиционный пневмокран / усилителя занимает три положения: отжим, предварительный и окончательный зажим. В положении отжим сжатый воздух поступает из сети через обратный клапан, кран и промежуточное кольцо 2 в щтоковую полость цилиндра 3. Поршень 4 при этом находится в крайнем нижнем положении. Одновременно полость под поршнем сообщается через канал в основании 5 и кран с окружающей средой. При предварительном зажиме сжатый воздух поступает через кран, кольцо 2, трубку 6 и цилиндр 7 и давит на поверхность масла. Некоторые отверстия в трубке 6, через которые выходит воздух, обращены к крышке 8, что предотвращает попадание масла и его вспенивание. Масло через боковое отверстие во втулке 9 поступает в кольцевую канавку и далее через шестнадцать радиальных отверстий в штоке в полость А, а оттуда-в приспособление. При окончательном зажиме воздух подается под поршень 4 и создает в цилиндре приспособления высокое давление (50-80 кгс/см); заготовка зажимается окончательно. Таким образом, пневмогидроусилитель сокращает время на зажим и освобождение заготовок (по сравнению с винтовым зажимом). В промышленности применяют пневмогидравлический усилитель давления ПО-667. Давление сжатого воздуха, поступающего из цеховой воздушной сети, преобразуется в давление жидкости. При предварительном зажиме давле- Установим охранное оборудование. Тел. . Звоните! |