
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Р9К9 и Р9К10 и подвергают термической обработке. В зоне повышенной твердости (см. рис. 1, а) на участке они должны иметь твердость HRC 61-64. В зоне пониженной твердости, т. е. на обоих концах полотна, твердость HRC 45-55. Допускаются отклонения ножовочных полотен: по ширине ±1 мм, по диаметру отверстий А, ± ± 0,005 на длине одного шага; при шаге до 1,6 мм допуск составляет ±0,5 на длине 10 мм. У полотен шириной до 15 мм смещение центров отверстий относительно оси симметрии составляет 0,5 мм, а у полотен шириной более 15 м.\1-±0,7 мм. Ножовочные полотна шириной до-15 мм испытывают на остроту зубьев и упругость. Острота зубьев должна обеспечить сцепляемость с пластинкой из сплава твердостью HRC 55. Испытание на упругость осуществляется изгибанием полотна вокруг цилиндра диаметром 250 мм; полотно не должно иметь трещин и остаточной деформации; отклонение от прямолинейности не должно превышать 0,3-0,5 мм на длине до 350 мм. На ножовочных станках испытывают стойкость ножовочных полотен. Ножовочные полотна имеют три разновидности профиля зубьев. Наиболее распространены ножовочные полотна (рис. 1, г) с частыми и острыми зубьями. Остроугольная канавка на полотне имеет форму равнобедренного треугольника с углом при основании 60°. Второй вид ножовочных полотен (рис. 1, д) - с крупным шагом и большой канавкой, вмещающей большой объем стружки. Стороны канавки прямолинейны и обеспечивают хороший отвод теплоты от вершины зуба. Третий вид ножовочных полотен с крупным шагом имеет радиусную форму канавки (рис. 1, е); стружка при такой форме канавки завивается в виде спирали. Ножовочные полотна третьего вида обладают повышенной производительностью. Некоторые отечественные заводы применяют симметричный профиль зуба. Передний угол отрицательный (-30 ) при угле заострения 60°. Такие ножовочные полотна имеют повышенную стойкость; при затуплении ножовочное полотно поворачивают на 180°. Данные ножовочные полотна значительно производительнее других, так как они разрезают металл на рабочем и обратном холостом ходах. Для получения одинаковых условий резания на рабочем и обратном ходах заготовки отрезают при симметричном положении зубьев относительно перемещений шатуна. Для рационального использования зубьев по всей длине ножовочного полотна заготовку необходимо закреплять у правого конца полотна при крайнем положении кривошипа. При разрезке зубья полотна необходимо подводить к отрезаемой заготовке плавно, без ударов. При шаге зубьев 4 мм заготовки толщиной менее 20 мм отрезать нельзя. Заготовку рекомендуется отрезать при действии груза, обеспечивающего производительную работу полотна, без поломки зубьев. При работе ножовочного полотна с симметрично расположенными зубьями необходимо применять обильное охлаждение. А. Н. Полянский исследовал работу ручных ножовок, изготовленных отечественными заводами. Если принять стойкость ручных ножовок (типа 1) из стали УГО за единицу, то стойкость ручных ножовок из стали Р9 составляет 15,4, а стойкость ножовок из стали Р18-29. Таким образом, ножовка из стали Р18 совершает наибольшее количество резов при продолжительности реза не более 3,5 мин. При увеличении заднего угла зубьев до 45° производительность ножовок увеличивается на 30%; пропорционально возрастает и их стойкость. При изменении переднего угла от О до 20° стойкость ножовок уменьшается на 17%, а производительность - на 23%. Станки Для отрезки заготовок применяют станки 872М и Н-1 Краснодарского станкостроительного завода им. Седина и Каунасского станкостроительного завода им. Дзержинского. Ножовочный станок показан на рис. 2, а. Станок имеет станину 1, тиски 2, привод главного движения 3, кнопочную станцию 4, магнитный пускатель 5, системы электрооборудования 6 и охлаждения 7, электронасос 8, электродвигатель 9, рукоятку 10 управления гидроприводом, гидропривод . На станине / коробчатой формы монтируют все узлы станка. Нижняя часть станины является резервуаром для охлаждения жидкости. На задней части станины закреплены стойка и электродвигатель. С правой стороны устанавливают защитный кожух, а на передней части - тиски. К станине прикреплен упор для регулировки длины отрезаемой заготовки. Наибольшая длина заготовки, устанавливаемой по упору, 350 мм-Расстояние Я от основания станка до опорной плоскости заготовки равно 800 мм; наибольший диаметр устанавли 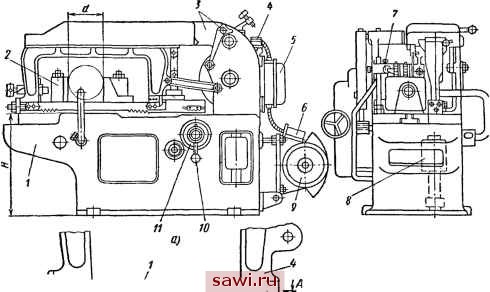
Рис. 2. Ножовочный станок (а) и схема закрепления ножовочного полотна (б) Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||