
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
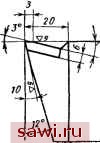
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 чивает получение вспомогательного угла в плане. У резцов шириной 2-2,5 мм задний угол а = 5°, у резцов шириной 3 мм и более а = 8°. Ширина новых резцов составляет 3,5; 3,0; 2,5 и 2,0 мм. Для крепления двусторонних пластинчатых резцов применяют специальные резцедержатели. Передний угол у определяется углом наклона паза в резцедержателях; в большинстве случаев у = 10°; резцы могут отрезать заготовки диаметром до 40 мм; материал резцов - сталь Р18. Применение новых резцов в цехах ЧТЗ, особенно на автоматах при отрезке цветных и стальных заготовок средних и малых размеров, позволяет экономить в год более 5 т цветного металла и 10 т черного проката [81 ]. Широко применяют резцы с косой заточкой (рис. 38, б-д). Косая заточка вспомогательных задних поверхностей под углом 8° позволяет увеличить вспомогательные задние углы непосредственно у вершины, не уменьшая прочности отрезного резца. При разрезке труб стойкость резцов увеличилась в 1,5-1,7 раза. Косая заточка является дополнительной и производится после обычной заточки. Иногда вместо косой заточки шлифуют вспомогательные поверхности на всю длину резца под углом 8° на участке шириной 4-5 мм. Для скоростной отрезки заготовок применяют резцы с двумя режущими кромками (рис. 39, а). Таким резцом можно отрезать стальные и чугунные заготовки на повышенных режимах резания. Режущие кромки резца расположены под углом 110-150°, что предотвращает увод его в сторону и исключает поломку. Передняя поверхность выполнена по радиусу, возрастающем с увеличением диаметра заготовки; например, при диаметре заготовки 120 мм его величина составляет 80 мм. Передний угол при отрезке стальной заготовки составляет 25° и чугунной заготовки 10°; задний угол равен 5-8°; боковые углы в плане 4° при боковых задних углах 6°; резец перетачивают по задним поверхностям. Обработка указанными резцами производится при скорости резания 20 м/мин и подаче на оборот 0,4-0,5 мм; при этом обеспечивается среднее увеличение производительности в 2 раза [431. Одним из основных факторов, определяющих работоспособность отрезных резцов, является их жесткость. Исследование, проведенное Н. И. Резниковым и Б. А. Кравченко, показало, что применение твердосплавных отрезных резцов жестких конструкций, оптимальных геометрических параметров и режимов резания повышает машинное время в 3-8 раз при общем повышении производительности труда в 2-3 раза [961. Оптимальные углы отрезных резцов: у = 8°, ос = = 5-6°, ф = 2°, оптимальной формой вершины резца считается фаска, а передняя поверхность в виде уступа. Размер St0,7на длине 65мм не менее
 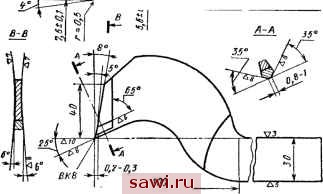 BK6f g  Рис. 39. Отрезные резцы: о - с двумя режущими кромками; б повышеииой прочности и жесткости Высота уступа рекомендуется равной 1,5-2 мм при длине переходной поверхности не менее 5-8 мм. Уменьшение длины переходной поверхности приводит к образованию стружки в виде небольших кусочков, что вызывает заклинивание резца из-за попадания стружки между боковой поверхностью резца и поверхностью заготовки. С увеличением длины переходной поверхности стружка образуется в виде ленты. Уменьшение высоты устпа приводит также к лентообразованию стружки. При исследовании обрабатывали заготовку из стали 45 {НВ 180) резцами из твердого сплава Т15К6; v = 130 м/мин и s = 0,23 мм на оборот. При отрезке заготовок из серого чугуна СЧ 24-44 {НВ 200) резцами из сплава ВК8 оптимальными углами считаются у = 8°, а = 8°, = 3-5°; вершина резца - фаска; режим: f = 60 м/мин и s = 0,24 мм на оборот. Ьаилучшими режущими материалами для обработки заготовок нз жаропрочных сплавов являются твердые сплавы ВК4, ВК6 и ВК8. При этом рекомендуется применять резцы, имеющие углы -у = 8°, а = 10°, ф1 == = 2--3° и tti = 2-т-3° [120]. Общий вид резца для отрезки заготовок из жаропрочной стали приведен на рис. 39, б; при этом рекомендуется режим: v = 25,5 м/мин, s == = 0,1 мм на оборот; охлаждение 5%-ной эмульсией. Стойкость резцов из сплава ВК8 35-40 мин соответствует износу 0,4 мм по задней поверхности. При переднем угле, превышающем 10°, наблюдаются сколы режущей кромки, а при угле менее 6° возникают большие силы резания, проводящие к поломке резца. Внедрение резцов с рекомендуемыми геометрическими параметрами позволило повысить производительность в 1,5-2 раза. Глубокие канавки прорезают петушковыми отрезными резцами обратного резания [133]. Универсальный отрезной резец повышенной вибро-устойчнвости (рис. 40, а) имеет пластину / и державку 2; он обладает высокой виброустойчивостью и возможностью регулировки вылета; пластины штампуют из стандартной полосы. На больших токарных станках отрезные резцы зажимают между двумя планками, что позволяет обрабатывать заготовки больших размеров. При глубине реза более 500 мм отрезные резцы изготовляют сборными (рис. 40, б). Обычно пластины работают в двух противоположных точках отрезаемой заготовки. Один отрезной резец имеет узкую режущую кромку, второй широкую. Для отрезки Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||