
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 стальных заготовок применяют резцы из сплава Т5К10. При обработке заготовок из сталей низкой пластичности применяют резцы из сплава Т15К6. Геометрические параметры режущей части отрезного резца приведены на рис. 40, в, а резца для обработки труднообрабатываемых 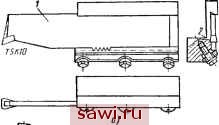
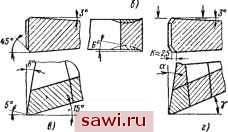  Рис. 40. Универсальный отрезной резец повышенной виброустойчивости (а), пластины для глубокого реза (б), геометрические параметры режущей части резца (е и е), схемы односторонней разрезки (д) и двусторонней разрезки (е) материалов - на рис. 40, г. Оптимальный задний угол при отрезке стальных заготовок а = 8°. При работе отрезного резца возникает увеличенная сила резания, поэтому для отрезки стальных заготовок рекомендуется использовать резец с у = 15° [133]. Резцы с закруглениями у вершин более стойкие, чем резцы с прямолинейными переходными кромками. Введение зачистных фасок на участке К (рис. 40, г) обеспечивает повышение стойкости в 2 раза. Влияние фасок заметно при отрезке заготовок без охлаждения или при отрезке заготовок из высокопластичных сталей. При этом рекомендуется применять отрицательные передние углы. Решающее значение при работе отрезными резцами имеет образование вспомогательных задних углов = 6--10°. При данных углах обеспечивается максимальная подача и увеличивается стойкость, хотя количество переточек несколько уменьшается. Схема односторонней разрезки дана на рис. 40, д, а двусторонней - на рис. 40, е. Экономичными и удобными в эксплуатации является отрезной резец (рис. 41, а) в форме параллелограмма прямоугольного сечения. По мере износа используют обе стороны резца. Этот резец затачивают только по задней поверхности. Передний угол изменяется путем передвижения резца по Т-образному пазу, наклоненному в плоскости вращения заготовки. Срок службы данного резца в 2 раза больше обычного. Переточка только по задней поверхности позволяет увеличить их число, а также величину снимаемого слоя. Резец быстро устанавливают по центру без прокладок. В промышленности применяют отрезные резцы с мелким порожком (рис. 41, б). Порожек высотой 0,4 мм и шириной 1,2-1,4 мм на передней поверхности твердосплавной пластинки отрезного резца обеспечивает устойчивое дробление стружки в виде спирали диаметром 80-100 мм или бесконечной ленты 92]. На главной режущей кромке делается фаска шириной 0,2 мм под углом 30°. При отрезке резец устанавливают в пазу под углом О, 5, 10, 15 и 20°. Задний угол затачивают с учетом установки резца в державке. Целесообразно предварительно затачивать резцы по задней поверхности на величину 0,1 мм под углом 0°, что обеспечивает равномерный износ и повышает стойкость на 20%. Материал резца - твердый сплав Т15К6, скорость резания 160 м/мин при подаче 0,1 мм на оборот. Если диаметр отрезаемой заготовки из конструкционной стали 25, 60, 100 мм и выше, то ширина резца должна быть 3, 4, 5 и 6 мм. При отрезке заготовок из инструментальной стали ширина резца соответственно будет 4, 5, 6 и 7 мм. На ширину резца не влияет количество одновременно работающих резцов. Большую трудность представляет отрезка заготовок большого диаметра. Существующие отрезные резцы не Ш ffl 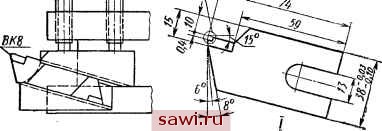
0,2-0,5сд6ух сторон 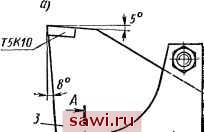
Рис. 41. Отрезные резцы: а f- В форме параллелограмма; б с мелким порожком; о - для оОработкн заготовок больших диаметров Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||