
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 обладают необходимой жесткостью и прочностью. Поэтому максимальный диаметр заготовок, разрезаемых на токарных станках, не превышает 50-60 мм. На токарном станке IK62 резцом жесткой конструкции (рис. 41, е) отрезают заготовки диаметром свыше 200 мм [11 ]. Корпус 3 резца устанавливают между боковыми щеками i и 2 и закрепляют болтами и гайками. Сдвиг резца в вертикальной плоскости предотвращает насечка, сделанная на втулке. Дли закрепления резца в суппорте предусмотрены два резьбовых отверстия М12. Эксплуатация показала высокую эффективность отрезки таким резцом заготовок большого диаметра; оптимальными являются углы 7 = 5° и а = 8°. Рекомендуемые величины передних и задних углов отрезных резцов приведены в табл. 15 133]. Таблица 15 Передние и задние уг.чы отрезных резцов
Станки к приспособления В единичном н мелкосерийном производствах заготовки отрезают на универсальных токарных и револьверных станках; однако этот способ малопроизводителен. Низкая производительность отрезки на токарных станках и снижение стойкости отрезных резцов объясняется уменьшением окружной скорости по мере приближения резца к оси заготовки. Устройство, автоматически поддерживающее постоянную скорость резания, имеет реостат, включенный в обмотку возбуждения электродвигателя, и редуктор, передающий движение от винта подачи суппорта к реостату [133]. Постоянная скорость резания позволяет сэкономить до 30% машинного времени. Если автоматическое устройство при отрезке заготовок на токарных станках отсутствует, то рекомендуется во время 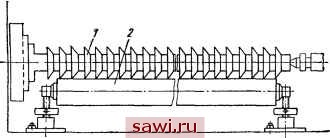 Рис. 42. Приспособление для разрезки резины на токарном станке отрезки крупных заготовок увеличить их частоту вращения по мере приближения резца к оси. С помощью несложного приспособления (рис. 42) на токарном станке 1А62 разрезают листы резины на полосы [144], В патроне и центре задней бабки станка установлен вал с круглыми резцами /; наружный диаметр резцов 80 мм. Опорный вал 2 диаметром 100 мм; толщина листа 20 мм. Производительность разрезки на токарном станке выше ручной в 30 раз. Разработано приспособление для удержания колец при их отрезке на токарном станке. Никелевые трубки диаметром 0,55-1 мм, с толщиной стенки 0,05-0,1 мм и длиной 2-3 м разрезают на малогабаритном полуавтомате, позволившем повысить производительность труда в 3,2 раза и применять многостаночное обслуживание 47 ]. Трубку вставляют в механизм подачи на длину до 300 мм. Сжатым воздухом она подается в цангу до упора и зажимается при помощи пружины. За восемь оборотов шпинделя трубка разрезается. На базе токарно-револьверного станка 1336 создан автомат для разрезки прутков [23 ]. Автомат имеет механизмы зажима и подачи прутков, включения и выключения рабочей подачи, возврата револьверной головки в исходное положение, а также модернизированную электрическую схему. На базе отрезного автомата МФ-129 создан автомат для отрезки заготовок сверл из калиброванного прутка диаметром 6-8 мм и длиной 2-3 м из быстрорежущей стали; длина отрезаемой заготовки 65-160 мм. Производительность модернизированного автомата 600-700 резов в час [12]. На инструментальных заводах применяют вертикальный отрезной автомат ЛА-17 [46]. Он предназначен для отрезки заготовок режущего инструмента от горячекатаных и калиброваных прутков из инструментальной, легированной и быстрорежущей сталей. Заготовки отрезают двумя резцами при вращении прутка. При подаче резцов к центру заготовки скорость резания остается постоянной; диаметр отрезаемых заготовок 9-28 мм; длина разрезаемого прутка 76-140 мм; количество суппортов 2; частота вращения шпинделя 220- 658 об/мин; время обработки одной детали 15-45 с. Мощность двигателя 2-2,5 кВт; габаритные размеры автомата 1019X700X2165 мм; масса 940 кг. Токарный фасонно-отрезной автомат 1А106 предназначен для отрезки заготовок из прутка круглого, квадратного или шестигранного сечения. Диаметр заготовки 4-12 мм; длина 40-175 мм; число скоростей - восемь; частота вращения шпинделя 620-3100 об/мин, а распределительного вала 4,3-15 об/мин; время обработки детали 4-13,8 с; число рабочих инструментов - два; мощность электродвигателя 1,7 кВт; габаритные размеры автомата 3540x915x1265 мм; масса 1000 кг. Отдельные заводы создают специальные станки для разрезки материалов отрезными резцами; например, для разрезки текстолитового листа толщиной до 6 мм используют станок, изображенный на рис. 43 [115]. Разрезку осуществляют двумя дисковыми резцами / и 2. Резец / вращается от электродвигателя 3 через клиноременную передачу 4, вал 5 и карданное соединение 6. Мощность электродвигателя 1,5-2 кВт; частота вращения вала 1000-1500 об/мин. Резец 2 вращается от валов 5 и 7. Расстояние между резцами регулируют винтом 8. Уголок 9 закреплен на столе 10. Его положение зависит от Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||