
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 дисковый резец 5, ролики 6, 9 и , рычаг 7, счетчик 8, колесо 10, стойку 12, призму 13, раму 14. Для вырезки глухих продольных канавок во втулках используют приспособление, изображенное на рис. 50, а. При работе пресс-копир 2 упирается в регулировочный 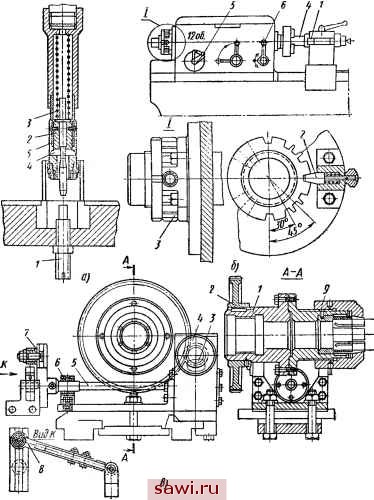 Рис. 50. Приспособления: о - для вырезки продольных канавок во втулках; б -. для прорезки канавок на валах; в - для прорезки каиавок в отверстиях упор 1 и раздвигает резцы 4, которые образуют на внутренней поверхности детали продольные канавки заданной длины. При обратном движении ползуна копир 2 под действием пружин 3 возвращается в первоначальное положение, а резцы 4 плоскими пружинами 5 вводятся в корпус приспособления. Внедрение описанного приспособления для прорезки внутренних канавок повысило производительность труда в 2 раза [48]. Пазы и канавки на валах и отверстиях прорезают на универсально-токарном станке 1А62 [15, 57]. Фиксатор 2 (рис. 50, б), удерживающий делительный диск 3, установлен на резьбе шпинделя. Делительный диск имеет пазы в соответствии с числом канавок на обрабатываемой детали 4, закрепляемой в патроне или центрах станка. Рукоятку 5 оборотов шпинделя устанавливают на частоту вращения 120 об/мин, а рычаг 6 - в вертикальное положение. Шпиндель при таком положении неподвижен, а ходовой валик может вращаться. При помощи поперечного суппорта деталь 4 приводится в соприкосновение с резцом 1, профиль которого соответствует профилю паза или канавки детали. При поперечной подаче на глубину врезания и продольной подаче осуществляется прорезка всех канавок или пазов [57]. В приспособлении, показанном на рис. 50, в, каиавки прорезаются во втулках различного диаметра и длины. На резьбовую часть шпинделя того же станка установлена удлиненная планшайба /, на шейке которой помещено прямозубое колесо 2; оно соединено с зубчатым колесом 3, расположенным на конце вала редуктора червячной передачи 4. Вал 5 проходит через кронштейн 6 и несет узел кривошипа 7, регулирующий величину хода суппорта. Шпиндель вращает червячную передачу 4 и кривошип 7. Одному обороту шпинделя соответствует одно возвратно-поступательное движение суппорта, который соединен с кривошипом через тягу 8. При серийном производстве на планшайбе 1 устанавливают универсальный цанговый патрон 9. Для резки стальной ленты на токарном станке применяют приспособление [125], монтируемое на поперечном суппорте токарного станка 163. На одном из концов суппорта устанавливают кронштейн с катушкой для сматывания ленты шириной 400 мм, толщиной 0,7 мм и массой 350-400 кг. Конец сматываемой ленты пропускают под деревянную подушку и далее между нижним ведущим валом и верхним валом, несущим дисковые ножи. Лента, разрезаемая на полосы шириной 50-100 мм, наматывается на катушку, соединенную с валом клиноременной передачей. Валы приводятся во вращение от шпинделя станка. Продолжительность резки одной бухты 10 мин. Для повышения производительности токарных станков на отрезных операциях их модернизируют 36]. Токарно-отрезной автомат 1125 предназначен для отрезки заготовок режущего инструмента двумя резцами [16]; диаметр отрезаемого прутка 9-15 мм, длина 50-200 мм. Одновременно работают два суппорта с двумя резцами; величина хода левого суппорта 6-14,5 мм, правого 7,15-6,2 мм. Частота вращения шпинделя при отрезке заготовок из быстрорежущей стали 658 об/мин, а заготовки из цветных металлов до 1050 об/мин; мощность электродвигателя 2/2,5 кВт, габаритные размеры автомата 1110X975X1920 мм; масса 1150 кг. На фасонно-отрезном автомате 1032 заготовка неподвижна, а резцы имеют поперечную подачу; диаметр заготовки 4-12 мм, длина 40-150 мм; частота вращения шпинделя 620-1962 об/мин; число одновременно работающих резцов два; производительность автомата 180-900 шт./ч; мощность электродвигателя 1,7 кВт; габаритные размеры 1800X915X1275 мм; масса 1300 кг. На инструментальных заводах применяют автомат МФ142 для отрезки заготовок сверл двумя резцами, вращающимися вокруг неподвижно закрепленного прутка [46]. В магазин загружают до восьми прутков, которые под действием собственного веса попадают в полую трубу гильзы резцовой головки. Для отрезки слитка из высоколегированных сталей и разрезки их на части применяют токарный станок КУ-70. Задний отрезной суппорт имеет поперечные рабочие подачи для разрезки слитков и продольное установочное перемещение. Трубоотрезной автомат 9Д151 предназначен для отрезки н разрезки труб; наружный диаметр обрабатываемых труб 10-114 мм; диаметр отверстия в гильзе шпинделя 122 мм; высота оси шпинделя над основанием автомата 1050 мм; частота вращения шпинделя 75,5-600 об/мин; мощность электродвигателя 7 кВт; габаритные размеры станка 1790x1300x1710 мм; масса автомата 3542 кг. Полуавтомат 9Д152 предназначен для отрезки труб, снятия на их концах наружных фасок и внутренних заусенцев; наружный диаметр обрабатываемых труб 38- Установим охранное оборудование. Тел. . Звоните! |