
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 180 мм; диаметр отверстия шпинделя 200 мм; высота оси шпинделя над основанием полуавтомата 1100 мм; частота вращения шпинделя 36,5-374 об/мин; подача отрезных суппортов 5-35 мм в минуту; мощность электродвигателя 10 кВт; габаритные размеры полуавтомата 2230 х X 1650 X 1895 мм; масса 6250 кг. Станок 9Д157 предназначен для отрезки стальных труб со снятием наружных фасок; наружный диаметр обрабатываемых труб 114-426 мм; диаметр отверстия в гильзе шпинделя 468 мм; высота оси шпинделя над основанием станка 1110 мм; частота вращения шпинделя 21-170 об/мин; подача отрезных суппортов 5-225 мм в минуту; мощность электродвигателя 14 кВт; габаритные размеры станка 2525х2370х х2325 мм; масса 12 500 кг. Отрезку труб (рис. 51) диаметром 178 мм производят на станке фирмы В rookes . На станке подрезают торец, разрезают и снимают заусенцы. Один рабочий может обслуживать несколько автоматов. Высокая производительность автомата сопровождается высокой точностью реза, которая обеспечивается регулируемым упором и жесткостью суппортов. Станок отличается быстрой наладкой и переналадкой. Снятие заусенцев на обоих концах отрезанной заготовки происходит автоматически. Обычные отрезные резцы установлены в двух диаметрально противоположных точках. Их изготовляют из быстрорежущей и кобальтхромовой стали; они отличаются низкой ценой и легкостью переточки. Для работы станка используется воздух под давлением 6 кгс/см. В магазин станка можно загружать трубы длиной 3-6,5 м, причем подача труб из магазина в станок осуществляется автоматически. Перед подачей трубы до упора, определяющего длину заготовки, торец трубы атоматически подрезается. Оставшийся конец трубы недостаточной длины выталкивается автоматически, и подается новая труба из магазина. Станок работает автоматически, пока в магазине хватает труб.  Рис. 51. Схема разрезки труб на станке фирмы -Вго-OKes (.Англия) Режимы и нормы разрезки Затраты на 1 рез при токарной отрезке на двухсуп-портном станке заготовок из сталей 45 и ЗОХНВА приведены в табл. 18. Таблица 18 Затраты на разрезку прутков и труб [29]
При использовании автоматического устройства процесс разрезки становится более экономичным. Износ по главной задней поверхности для резцов малого и среднего размера имеет одинаковую величину. Обычно ширину резца берут минимальной, но достаточной для предотвращения увода. Для отрезки заготовок из аустенитных сталей подача в 3-4 раза, а из чугуна в 1,7-1,8 раз больше подачи, используемой для отрезки заготовок из конструкционных сталей. При отрезке чугунных заготовок резцами из сплава ВК8 и стальных заготовок резцами из сплава Т5К10 скорости резания примерно одинаковые. Отрезные резцы из сплава Т5К10 шириной 5,5-7,5 мм выдерживают соответственно три-четыре переточки. При оптимальном охлаждении величина допустимой подачи возрастает в 1,3 раза, уменьшается вибрация резцов, увеличивается хрупкость стружки, отчего она становится менее опасной для рабочего. Устройство для подачи смазочно-охлаждающеи жидкости на токарном отрезном станке с высотой центров 800 мм показано на рис. 52. При отрезке узкими резцами рекомендуется подавать жидкость со стороны передней поверхности резца, отчего силы резания уменьшаются, а скорость увеличивается (табл. 19). При отрезке разцами шириной менее 3 мм необходимо применять жидкость состава: 5% BaCl, 0,2% NaNOg, остальное вода. Стойкость резцов повышается при использовании для охлаждения распыленной жидкости; например, при отрезке заготовок из высокопрочной стали 38ХНМА резцами из сплава Т5К10 шириной 7,5 мм при подаче 0,2 мм 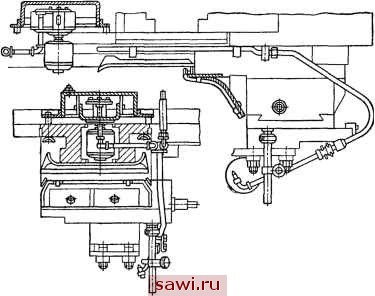 Рис. 52. Устройство для охлаждения Влияние охлаждения на скорость отрезки Таблица 19 Обрабатываемый материал Скорость отрезки в м/мии при работе с охлаждением без охлаждения Поправка на скорость при работе без охлаждения Сталь 20, НВ 131 . . Сталь 45, НВ 187 . . СЧ 21-40, НВ 212 . . Сталь 40Х, НВ 52 . . Сталь 38ХНЛи, НВ 375
Установим охранное оборудование. Тел. . Звоните! |