
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Число резцов, необходимых для работы в течение 1000 ч 
на оборот и скорости 29 м/мин стойкость резцов составляла: 19 мин при работе без охлаждения, 38 мин при работе с охлаждением эмульсией, 55 мин при работе с распыленной жидкостью. Число токарных резцов с пластинками твердого сплава, необходимое для работы в течение 1000 ч, приведено в табл. 20. При отрезке заготовок круглыми автоматными резцами число необходимых резцов значительно уменьшается; например, при диаметре резца D = 52 мм величина М = = 136 мм при стачивании за одну переточку слоя h = = 1,2 мм (рис. 53, а); число переточек Я = 113. Расчетное время работы одного резца = 190 ч. Число резцов, необходимых для работы в течение 1000 ч, составляет 5,3. При увеличении диаметра резца до 60 мм М = 179 мм; h = 1,2 мм; Я = 149--250; число резцов 4. Стойкость отрезных круглых резцов значительно увеличивается [25] при шлифовании боковых поверхностей резца по винтовой поверхности (рис. 53, б). Шлифование осуществляется в приспособлении, устанавливаемом на станине 1 станка. Болт 2 укрепляет приспособление, позволяя через руко- ятку 3 вращать резец 4. Последний укрепляется при помощи гайки 5. Для шлифования левой и правой стороны резца необходимо иметь два приспособления с различным направлением резьбы винта. 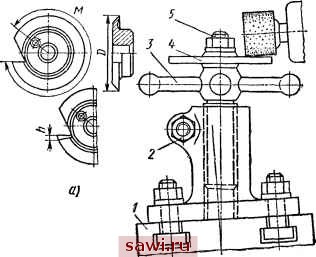 Рнс. 53. Приспособление для шлифования боковой поверхности круглых резцов по винтовой поверхности На участке разрезки тонкостенных труб (рис. 54, а) диаметром 15-40 мм и 20-100 мм имеются стеллаж /, станок 2 для разрезки роликом, станок 3 для зачистки  Рис. 54. Участки для резки: с - тонкостенных труб; б - толстостенных труб заусенцев. На участке выполняется разрезка труб с минимальным размером 40x1x50 мм и максимальным ЮОх X 2,5X2500 мм. Участок разрезки труб диаметром 15-40 мм при массе заготовок 0,03; 0,1; 0,3; 0,9 и 2,7 кг имеет часовую производительность соответственно 0,025; 0,08; 0,2; 0,5 и 1,2 т. Производственная плошадь участка 100 м. Выпуск с 1 м* площади составляет 1,2; 4,1; 10,6 и 28 т. На участке разрезки толстостенных труб (рис. 54 б) имеются: трубоотрезные станки /, стеллаж 2, рольганг 3, упор 4, бункер 5, тележки б и 7. На станках 9Д151 разрезают трубы диаметром 20-114 мм, а на станках 9Д157 трубы диаметром 114-426 мм. Резка производится по упорам. Число резов равно числу заготовок. Применяют следующий режим резания: v = 42 м/мин, s = 0,14 мм на оборот, с увеличением диаметра возрастает и подача; например, для труб диаметром до 95 мм s = 0,2 мм на оборот, диаметром до 159 мм s = 0,3 мм на оборот. Участок резки труб диаметром 159, 273 и 426 мм при массе заготовок 12, 24 и 48 кг имеет часовую производительность 0,828; 0,912 и 1,1 т соответственно. Производственная площадь участка 540 м. Выпуск с 1 м площади составляет соответственно 24,2; 46,4 и 32,2 т. Установим охранное оборудование. Тел. . Звоните! |