
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Глава IV Разрезка на фрезерно-отрезных станках Разрезку фрезами и пилами осуществляют на фрезерных станках и специально изготовленных приспособлениях, отрезных станках, полуавтоматах и автоматах. Конструкция прорезных и отрезных-фрез Величина переднего угла влияет на работу деформации стружки и на снижение трения стружки по передней поверхности зуба (рис. 55, а). С увеличением пластической деформации обрабатываемого материала величина переднего угла должна возрастать. С увеличением переднего угла уменьшаются расход энергии на завивание стружки (рис. 55, б), сила резания и общий расход мощности. При увеличении переднего угла до больших величин (см. рис. 55, а) сила Q становится отрицательной величиной и направлена на заготовку. В этом случае возникают силы, вырывающие зуб из корпуса фрезы в радиальном направлении. Правильный выбор оптимальной формы зуба, величин переднего и заднего углов и уптл заострения, а также канавки влияет на производительную работу фрез. Фрезы изготовляют с укрупненным зубом и увеличенным передним углом. В зависимости от обрабатываемого материала и степени его пластичности рекомендуются следующие передние и задние углы (табл. 21). Увеличение заднего угла а вызывает рост радиального износа, в результате чего снижаются точность и класс чистоты обрабатываемой поверхности. С возрастанием угла заострения Р улучшается отвод теплоты, возникающей при отделении стружки, вследствие чего увеличивается стойкость фрез. Следовательно, уменьшение расхода энергии связано с увеличением переднего угла у, что уменьшает угол заострения Р и продолжительность срока службы фрез. Передний угол устанавливают в за- висимости от ширины фрезы; при ширине фрезы 0,5-3 мм Y = 010°. Для отрезки заготовок из алюминиевых сплавов рекомендуются фрезы с углами а = 20° и y = 20° и числом зубьев от 18 до 30. Для отрезки заготовок из стали и чугуна 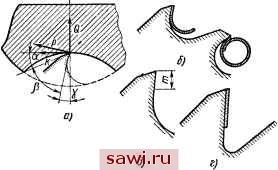 Рис. 55. Геометрические параметры зубьев отрезных фрез рекомендуют фрезы с числом зубьев от 30 до 60 и углами а = 20°, 7 = 5° при ширине фрезы до 3 мм и у = 10° при ширине более 3 мм. При работе фрез стружка, образующаяся при резании, должна скользить по передней поверхности и канавке зуба с наименьшим сопротивлением. Для этого геометрическая форма канавки и передней поверхности Таблица 21 должна быть оптимальной ------------- при высоком классе чистоты поверхности. Канавки между двумя зубьями должны иметь оптимальный радиус закругления R = 0,25 где / - шаг зубьев; эта зависимость особенно эффективна при работе фрез с большими подачами. Для упрощения заточки передней поверхности зуба иа канавке допускается небольшой прямолинейный участок m (рис. 55, е), который ие влияет иа налипание стружки. Прямолинейная передняя поверхность зуба, показанная иа рис. 55, г, затрудняет отделение стружки; при
этом происходит сильный нагрев стружки и последняя приваривается к острию зуба. После оборота фрезы, при вступлении зуба в резание, происходит налипаняе новой стружки, засорение промежутка между зубьями и поломка зуба. Остроугольная форма впадины зуба способствует образованию трещин при термической обработке. Укруп- 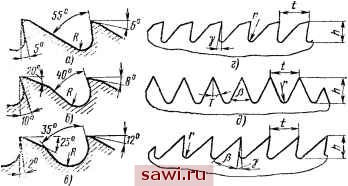 Рис. 56. Зубья дисковых фрез: а-в - для обработки заготовок из чугуна, стали и алюминия: г-> ж - для отрезки заготовок в горячем состоянии; з-к - с мелким, средним и крупным шагом ненные профили зубьев фрез для прорезки и отрезки заготовок из чугуна, стали и алюминия представлены на рис. 56, с-в. Зубья дисковых фрез для разрезки материалов в горячем состоянии представлены на рис. 56, г-ж. Волчьи з}(бья (рис. 56, г) способствуют хорошему отводу теплоты If получению наибольшего угла заострения; вершина зубьев отличается высокой прочностью. Зубья этой формы наиболее прочные и стойкие, при этом должно быть обеспечено минимальное радиальное биение зу бьев. К недостаткам зубьев этой формы относится сложность заточки Установим охранное оборудование. Тел. . Звоните! |