
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 оптимальная концентрация зерна 46-48% по объему. Правка на рабочем месте осуществляется карандашом типа Н из синтетических алмазов зернистостью 125/100- 250/200 с массой, алмаза в карандаше 5 кар. и концентрацией алмаза 200%; за срок службы карандаш производит 270 правок; за одну правку с круга снимался слой 0,3 г. Для прорезки зубьев фрез новыми абразивными кругами на металлической связке модернизировали фрезерный полуавтомат (рис. 62, а). Модернизированный полу- 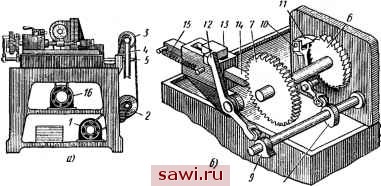 Рис. 62. Полуавтомат для прорезки зуба фрез: д а - общий вид; б - механизм деления автомат отличается простотой и надежностью. Автоматическое управление основных движений полуавтомата осуществляется кулачковым и копировальным механизмами. Электродвигатель / (рис. 62, а) через ременную передачу 2 и шкивы передает движение на червячный редуктор 3-4. Червячное колесо 4 насажено жестко на валу 5 и передает вращательное движение на копир. Поворот заготовки фрезы на зуб осуществляется при помощи делительного устройства, состоящего из храпового колеса 6 (рис. 62, б), делительного зубчатого колеса 7 и кулачков 8 и 9, жестко сидящих на валу 5. Механизм деления работает следующим образом. Кулачок 8 при вращении вала 5 (рис. 62, а) поворачивает рычаг 10, на котором сидит собачка 11. Собачка через храповое колесо 6 поворачивает ось с обрабатываемыми заготовками фрез при помощи поводкового патрона (рис. 62, б). Кулачок 9 поворачивает рычаг 12, который нажимает на упор 13, жестко связанный с фиксатором 14. Таким образом осуществляется вывод фиксатора из за- цепления с делительным зубчатым колесом 7. После поворота фиксатор 14 под действием пружины 15 входит в зацепление с делительным зубчатым колесом 7 и точно фиксирует положение заготовок фрез. Вращательное движение абразивный круг получает от электродвигателя 16 (см. рис. 62, а). Правка осуществляется алмазно-металлическим карандашом из синтетического алмаза. Для прорезки канавок в пакете фрез на универсально-заточном станке применяют полуавтоматическое делительное приспособление. Техническая характеристика приспособления следующая: число зубьев  Рис. 63. Зубья фрез, прорезанные абразивным кругом: а - высотой 0,9 мм; б - высотой 0,5 мм 120; максимальный диаметр 100 мм; длина пакета фрез 30-40 мм; продольная подача 0,08 м в минуту; обратный холостой ход 0,4 мм; мощность электродвигателя 2,0 кВт; частота вращения вала 1400 об/мин; время одного цикла 2 мин; габаритные размеры 535x535x240 мм. При прорезке фрез с другим числом зубьев делается пересчет ряда деталей. Для правки применяют приспособление, работающее алмазно-металлическим карандашом, зерна которого крупнее зерен круга; оси карандаша и круга совпадают. Фрезы с мелким зубом, прорезанные абразивным кругом на металлической связке, показаны на рис. 63, а и б. Эффективность прорезки зубьев фрез абразивными кругами на металлической связке складывается из уменьшения брака при изготовлении фрез на 50%, увеличения стойкости фрез с 1,5 до 7 ч, сокращения простоя 30-и поточных линий. Общий экономический эффект от внедрения новой технологии прорезки зубьев фрез составил 42 210 р. в год. Увеличение стойкости фрез позволило уменьшить количество изготовляемых фрез с 1000 до 194,64 тыс. шт. 119]. Твердосплавные отрезные и прорезные фрезы Твердосплавные отрезные и прорезные фрезы обладают повышенной жесткостью и износостойкостью. Техническая характеристика монолитных твердосплавных фрез, применяемых в электротехнической промышленности, представлена в табл. 24. Стоимость твердосплавных фрез по сравнению с фрезами из быстрорежущей стали выше в 50 раз, а производительность - в 3 раза. В электропромышленности также находят применение дисковые прорезные твердосплавные фрезы диаметром 40, 50 и 63 мм, толщиной 1,6-4,0 мм, с высотой зуба 2,5 мм и числом зубьев 20, 22 и 26. При обработке труднообрабатываемых материалов твердосплавные фрезы по сравнению с фрезами из быстрорежущей стали имели повышенную стойкость в 10 раз при возрастании производительности в 2-2,5 раза [981. Размеры твердосплавных фрез Таблица 24
Установим охранное оборудование. Тел. . Звоните! |