
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 шпиндельная бабка подводится к заготовке, возвращаясь в исходное положение при помощи груза 10. Натяжение клиноременной передачи И осуществляется винтом 12. После отрезки при помощи зенковки 3 на станке зачищают заусенцы; габаритные размеры станка 1030 х 1360 х Х846 мм; масса 295 кг. 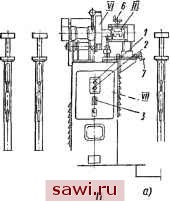 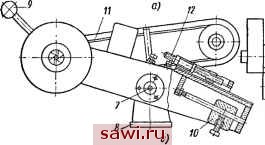 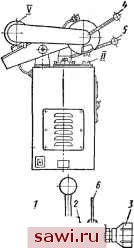 Pnt, 72. Общий вид станка для разрезки труб (а) и шпиндельная бабка ставка (б) Для разрезки одновременно 12 латунных прутков диаметром 15 мм применяют роторное приспособление [1311. Зажим, освобождение и разгрузка заготовок осуществляются автоматически. Резка производится набором фрез; производительность рез-ки 4500 шт./ч; размер фрез 250 x 2,5 мм. Приспособление вместе с приводом устанавливают на столе фрезерного станка. Разрезка осуществляется набором из восьми фрез. Приспособление приводится в действие от электродвигателя мощностью 0,6 кВт с частотой вращения вала 1410 об/мин через ша- ркковую предохранительную муфту, червячный редуктор с передаточным числом t = 1681 и коническую передачу. Барабан, вращаясь с частотой вращения 0,84 об/мин, имеет шесть позиций по два гнезда в каждой. Одновременно в барабане находится 12 заготовок. После разрезки на восемь равных частей заготовки выпадают в тару. В освободившиеся гнезда помещают новые заготовки, и цикл разрезки повторяется; габаритные размеры 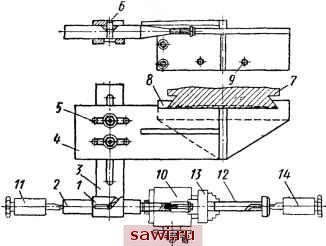 Рис. 73. Приспособление для прорезки криволинейных пазов приспособления 700x450x400 мм. В условиях единичного и мелкосерийного производств резрезку деталей по криволинейной поверхности, а также прорезку криволинейных пазов можно выполнять не на специальных копи-ровально-фрезерных станках, а в простом приспособлении на универсально-фрезерном станке [59]. Приспособление (рис. 73) имеет копир-втулку / с пазом, выполненным по заданному профилю, направляющий вал 2, планку 3 и кронштейн 4. При помощи болтового соединения 5 регулируется расстояние между копир-втулкой и шпинделем станка. Положение копир-втулки на направляющем валу фиксирует штифт 6. К станине 7 приспособление крепится кронштейном 4, планкой 8 и болтами 9. Конец направляющего вала помещают в шпиндельной головке W; другой конец поджимают центром бабки U; шпиндельная 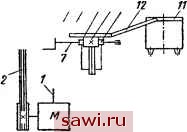 Рис. 74. станка для Кинематическая схема автоматического наре- делительная головка отключается от делительного механизма. Разрезаемую деталь 12 закрепляют в патроне 13 делительной головки и поджимают центром 14. Штифт скользит по пазу, копир-втулка поворачивает направляющий вал и обрабатываемую деталь. Пальцевая фреза образует на цилиндрической поверхности паз, аналогичный пазу копир-втулки, а при необходимости может разрезать деталь. Точность разрезки и прорезки зависит от точности выполнения посадок копир-втулки с направляющим валом и штифта с 5 6 Ю 8 9 ,-fb-PW пазом. Станок для автоматического нарезания шлицев на винтах представлен на рис. 74. Электродвигатель / через клиноременную передачу 2 передает вращение шкиву 3, находящемуся на валу 4. На том же валу помещены редуктор 5 и дисковая прорезная фреза 6. Через пару цилиндрических зубчатых колес редуктора вращение с вала 4 передается на вал 7, на котором помещен червяк 8. Последний вращает червячное колесо 9 и диск 10 с прорезями для винтов. Винты загружают в вибробункер ; по лотку 12 они попадают в прорези диска и под фрезу. Винты прижимают пружины, а направляет их прижимное устройство. Готовые винты поступают в бункер. Приспособление может шлицевать винты размером М2-М4; при изменении размеров винтов заменяют диск и прижимы. Пневматическое приспособление для разрезки колец и втулок показано на рис. 75. Давление воздуха в сети 4 кгс/см. Сила зажима на штоке / составляет 1120 кгс, а на поршне 2560 кгс. Усилие штоку передает рычаг 3. Пневмоцилиндр 4 двойного действия переключается распределителем 5; сжатый воздух поступает по каналам б в обе половины пневмоцилиндра. На корпус 7 надевается направляющая втулка 8\ на нее устанавливается разрезаемая деталь и прижимается втулкой 9. Быстросменной шайбой 10 и гайкой деталь закрепляется. Сила зажима составляет 1120 кгс. На втулке 9 и шайбе 10 образованы 5 с. и. ВеселоЕСКИй 129 зания шлицев на винтах Установим охранное оборудование. Тел. . Звоните! |