
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 дительности. Экономический эффект от их внедрения составил 645 р. в год. Эти фрезы изготовляют из изношенных фрез с удалением промежуточных зубьев (оставляется пять-шесть зубьев); каждый последующий зуб выше предыдущего на 0,1 мм. Производительность фрез увеличилась в 5-6 раз. На Ленинградском заводе подъемно-транспортного оборудования им. Кирова внедрены отрезные фрезы, позволяющие производить отрезку стальных заготовок при подаче 100-150 мм в минуту вместо 20-25 мм. Зубья фрез новой конструкции имеют ломаную режущую кромку. Вершина первого зуба удалена от центра фрезы на 0,3-0,4 мм, а вершина второго на 0,3-0,4 мм дальше, чем вершина третьего. Главная режущая кромка у последних зубьев прямолинейна. Боковые составляющие главной режущей кромки симметричны и расположены под углом 30°. Ширина периферийного участка неодинакова и зависит от толщины фрезы. Передний и задний угол зубьев фрезы равен 20°, угол между зубьями 55°. Стружка получается меньше ширины реза и легко выходит из прорези. Подача, а следовательно, и производительность увеличиваются. Модернизация дисковой фрезы из быстрорежущей стали с впадинами менаду зубьями и укороченными торцовыми режущими кромками позволила при прорезке глубоких пазов увеличить подачу в 2 раза. Фрезерование по подаче увеличило машинное время в 1,2 раза. Для фрезерования узких и глубоких пазов применено устройство, повысившее точность и производительность процесса. Дисковые фрезы (ГОСТы 3964-69 и 3755-69) были заменены фрезами, оснащенными твердым сплавом ВК8. Применяемое устройство позволяет изменить ширину паза путем изменения угла наклона фрезы относительно оправки при повороте в одном направлении на одинаковый угол двух внешних регулировочных колец относительно неподвижных внутренних колец. Для получения шероховатости поверхности пазов 6-го класса чистоты необходимо переходные режущие кромки фрез выполнять по радиусу 0,5 мм при подачах на оборот фрезы не более 0,2 мм. Для получения того же класса чистоты поверхности пазов при работе фрезами из быстрорежущей стали вспомогательные и переходные режущие кромки должны быть сопряжены по радиусу 1- 1,5 мм. Листовой материал (пакет толщиной 10 мм) из термически обработанных легких сплавов с 0 = 50 кгс/мм* разрезают двухзубой концевой фрезой (рис. 77). При отрезке заготовок из сплавов Д16АМ и АМгбМ передний угол фрезы 15°, задний угол на первом затылке 15°, на втором 25°; угол наклона канавки 20°; ширина первого затылка 0,5-0,7 мм. При отрезке заготовок из сплавов Д16-Т, АМгб передний угол фрезы 10°, задний угол на первом затылке 15°, на втором 25° при той же ширине затылка. При увеличении ширины ленточки свыше 1 мм возникает трение между задней поверхностью и обрабатываемым материалом с налипанием материала на фрезу. Режущая кромка должна быть острая; допускается фаска не более 0,01-0,02 мм; материал фрез - сталь Р18 {HRC 58-60). При раскрое листов из термически обработанных сплавов В95 скорость резания снижается, а жесткость фрез увеличивается, что достигается применением фрез с конусностью 2° и уменьшенным диаметром заборной части (до 6 мм). Для охлаждения применяют 10%-ный раствор нефте-ната меди с распылением струей воздуха под давлением 5 кгс/см При разрезке профилей из алюминиевых сплавов дисковыми фрезами возникает шум, достигающий 120-130 дБ. При увеличении диаметра фрез до диаметра дисковых пил вибрации возрастают. Пилы с медными вкладышами (рис. 78, а) и виброгасящим роликом (рис. 78, б) снижают звуковое давление до 8 дБ. В конструкции пил с виброгасящим роликом конический ролик / прижимается к корпусу пилы 2 пружиной. Ролик изготовляют из легкого сплава или текстолита, а его поверхность покрывают губчатой резиной; ось ролика должна пересекать плоскость пилы, как показано на рисунке; при невыполнении этого условия ролик быстро изнашивается. Виброгасящие ролики следует применять при работе пил большого диаметра, В металлургической промышленности используют пилы для разрезки горячего металла [22], устанавливаемые за клетями сортовых и рельсобалочных станов. На высокопроизводительных станах устанавливают шесть-восемь параллельно работающих пил, которые обрезают концы и разрезают полосы на мерные длины, определяемые расстоянием между дисками; расстояние изменяется перестановкой пил вдоль рольганга с помощью механизмов продольного перемещения. Головные пилы 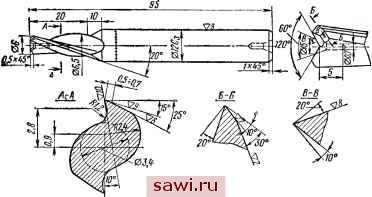 Рис. 77. Двухзубая концевая фреза 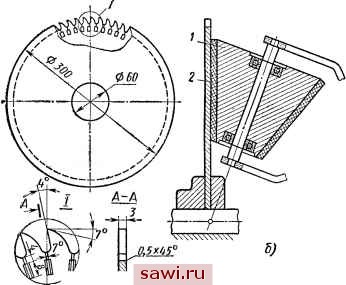 ЛВкладыши Рис. 78. Пилы: а - с медными виброгасящими вкладышами; б о виброгасящвм роликом Установим охранное оборудование. Тел. . Звоните! |