
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 обрезают концы полос и оборудованы сталкивателямп обрезков с рольгангов. Наиболее рациональной компоновкой, облегчающей уборку обрезков, является компоновка, по которой задний конец последней полосы отрезают на последней пиле, а передний конец полосы обрезают на первой пиле; промежуточные пилы служат для разрезки полос на отрезки заданной длины. Головные пилы оборудованы сталкивателями. Вдоль рольганга расположена направляющая, несущая пилы. Обрезки заготовок попадают в короба, откуда их удаляют с помощью мостовых кранов. Разрезаемый материал перемещается по рольгангам. Отрезка переднего конца и разрезка одной полосы совмещаются по времени с отрезкой заднего конца предыдущей полосы. Рольганги с раздельными приводами и управлением позволяют осуществлять независимую установку заготовок перед головной и промежуточными пилами. Однако собственно разрезка занимает 25% суммарного времени с потерей 75% времени на вспомогательные операции. Создана компоновка, позволяющая совместить во времени подачу полосы к пилам и разрезку и уборку разрезанного материала. Рольганг подает полосу от стана на участок резки-стеллаж, второй рольганг отводит металл; специальное устройство осуществляет поперечное перемещение полос; дисковые пилы получают соответствующее перемещение. Подача диска при разрезке и возвращение его осуществляются перемещением рамы с помощью рычага. Плоские направляющие салазок заменены рычажной системой на подшипниках качения [22]. Скорость разрезки 100 м/с, а подача 25-250 мм в секунду; охлаждение - водой под давлением 20-35 кгс/см* при положительно.м переднем угле пилы и под давлением 6-10 кгс/см* при отрицательном. Для разрезки пенопласта с принудительным движением заготовки разработано приспособление, на столе / (рнс. 79) которого закреплена рама с наклонной под углом 40-50° площадкой 2. По бокам 3 площадки установлены стойки 4 и башмаки 5, служащие для натяжения нихромовой проволоки 6 диаметром 0,5 мм. Пенопластовая заготовка 7 под действием груза 1,S-3 кгс движется на нагретую нихромовую проволоку; происходит резка пенопласта. Нихромовая проволока нагревается с помощью переменного тока. Толщину срезаемого слоя пенопласта регулируют перемещением проволоки по вертикали. Один рабочий может обслуживать три-четыре станка [441. Для резки листов из пенополиуретана размером 2000х X1000X10 мм на полосы 8x10 мм применяют станок, давший 1641 р. годовой экономии [113]. На разрезку листа размером 1000-1200 мм из пенополиуретана расходуется 15--20 мин. Станок обслуживает один рабочий. Техническая характеристика фрезерно-отрезных станков, полуавтоматов и автоматов представлена в табл. 33. Илемма 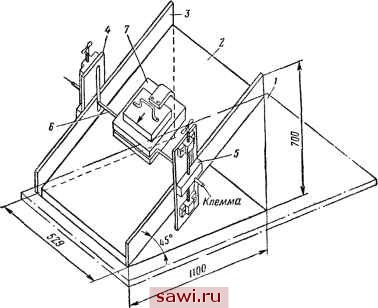 Рис. 79. Станок для отрезки заготовок из пенопласта Для обрезки концов труб из легких сплавов применяют станок МП247; диаметр труб 70-240 мм; ширина фрезы 8 мм, число зубьев 36; подача пильного диска 100-1400 мм Б минуту. Скорость обратного хода пильного диска 4 м/мин; частота вращения пильного диска 548 об/мин; габаритные размеры станка 2820 X 1440 х 1880 мм. Масса 6200 кг. Станок МП248 предназначен для разрезки круглых слитков из алюминия и его сплавов; разрезка осуществляется твердосплавными резцами; диаметр разрезаемых слитков 80-240 мм при наибольшей длине 6000 мм; пила имеет толщину 8 мм с числом зубьев 36; скорость Характеристика фрезерно-отрезных станков
обратного хода пильного диска 4 м/мин; частота вращения 548 об/мин; длина отрезаемой заготовки 315-500 мм; габаритные размеры станка 2622x1400x1763 мм; масса 1850 кг. Станок МП43 предназначен для обрезки литников; подача стола с помощью гидравлики, скорость рабочего хода 0,1-1,0 м/мин, а обратного-5 м/мин; стружку удаляют винтовым транспортером; пильная бабка неподвижна. Для разрезки крупногабаритных блоков (400x400, 550x550 и 840x400 мм) применяют станок МП147, состоящий из поворотного и неподвижного столов, бабки пильного диска и цилиндра подачи. На станке МП126 разрезают прутки диаметром до 1350 мм и сортовой прокат сечением 2000x600 мм при длине до 15 мм. Зажим заготовок - электромеханический. Станок оснащен двумя пильными дисками размером 2000x14,5 мм; максимальная масса заготовки 50 т. Для разрезки труб диаметром 100-350 мм применяют станок МП80. Разрезку алюминиевых слитков выполняют на станке МП251. Станки МП253, МП254, МП255 служат для разрезки прутков из медных сплавов диаметром 3-45 мм и труб диаметром 30-160 мм и прутков 30-100 мм, труб диаметром 60- 240 и прутков 60-160 мм соответственно. Для разрезки швеллеров и двутавров диаметром 200-500 мм используют полуавтомат МП256. Автомат МП87 для разрезки 138 Установим охранное оборудование. Тел. . Звоните! |