
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 руют винтом 2. Ролики от электродвигателя 3 {N = 0,6 кВт; п - 1440 об/мин) вращаются с частотой 225 об/мин через планетарный редуктор 4 с помощью роликовой цепи 5. Натяжение цепи рольганга регулируют роликом 6. Рольганг имеет следующую характеристику: скорость перемещения разрезаемой штанги 4,5 м/мин, сила подъема 800 кгс, предельная высота подъема рольганга 920 мм, диаметр роликов 45 мм. Механизация подачи разрезаемых штанг повысила производительность пилы на 3-5% и позволила применить многостаночное обслуживание [88]. 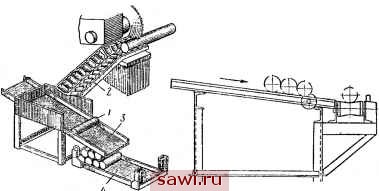 Рис. 83. Ск.пиз к дисковой пиле (а) и стол-накопитель (б) Процессы подачи проката и уборки при отрезке заготовок механизированы. При механизации вспомогательных операций процесса разрезки предусматриваются столы-накопители для укладки проката (рис. 83, а); отсекающие механизмы, подающие прокат со стола накопителя; роликовый механизм, перемещающий прокат к отрезному режущему инструменту; механизм сброса и уборки отрезанной заготовки. Новый отрезной круглопильный автомат 8В66АСАУ с системой автоматического управления создан на базе станка 8В66А, дополненного системой автоматического управления (САУ) процессом резания, что повышает производительность на 15-30%. Годовой экономический эффект от внедрения одного станка составляет 490 р. САУ находится в гидроприводе подачи бабки пильного диска. Для регулирования скорости подачи используют дроссель и регулятор давления. Скорость подачи зависит от прочности разрезаемого материала и пильного диска; диаметр пильного диска 710 мм, наибольший диаметр разрезаемой заготовки 240 мм, швеллера и двутавра 30 мм; длина заготовки 400 мм при автоматическом цикле, а при ручном цикле с применением рольганга 400-1500 мм; частота вращения пильного диска 3,3; 5,15; 7,5; 11,3; 16,6 и 25,5 об/мин; количество скоростей шпинделя 6; подача пильного диска 8-240 мм в минуту; подача материала на разрезку 4,5-5 м в минуту; мощность электродвигателей 9,5 кВт; габаритные размеры станка 2570x1600x1725 мм; масса 385 кг. Время обрезки заготовки из стали 45 диаметром 200 мм при режиме v = = 16,7 м/мин и подаче s = 105 мм в минуту составляет на станке 8В66А 3 мин 8 с и на станке 8В66АСАУ 2 мин 13 с. Точность отрезки заготовок по длине на станке 8В66АСАУ 1 мм; шероховатость обработанной поверхности - 2-3-го класса чистоты. В автомате предусмотрен счетчик числа резов. Допускается многостаночное обслуживание. Автомат предназначен для разрезки заготовок из черных металлов (о = 120 кгс/см). Наиболее целесообразно использовать автомат в крупносерийном и в серийном производствах. Склиз к дисковой механической пиле облегчил труд рабочего. Отрезанная заготовка 1 (рис. 83, б) попадает на роликовую дорожку 2 и далее на наклонный участок 3, Таблица 34 Характеристика дисковых пил из хромованадиевои стали и твердого сплава при косом срезе 45°
направляющий заготовку длиной 200-300 мм в тару 4. Если длина заготовки менее 120 мм, тарой служит короб. Заготовки скатываются навалом по наклонной плоскости под действием собственного веса. Наклонное плоское дно в прорези стоек каркаса устанавливают так, чтобы заготовки попадали в нужное место [70]. Фирма AEG (ФРГ) выпускает ручные дисковые электропилы с пильными дисковыми полотнами длиной 125 240 мм и дополнительными столами. Основные данные их представлены в табл. 34. Режимы и нормы разрезки Разрезку дисковыми фрезами и пилами благодаря универсальности процесса, точности и высокой производительности применяют в единичном, серийном и массовом производствах; этим способом получают заготовки из круглого проката диаметром более 500 мм. Скорость резания дисковой пилой СрР-0,25 где Cj, - коэффициент, равный 90 для углеродистой стали, 72 для нержавеющей стали, 45 для жаропрочной стали, 450 для дуралюмина; D - диаметр пилы в мм; Т - стойкость пилы в мин; h- высота пропила в мм; В - ширина пилы в мм; подача на зуб в мм; z - число зубьев пилы. Мощность при резании пилой N = 3,5-10-5.nz/i.0,8Bs,.0,7200.1 вт, где п - частота вращения пилы в об/мин. Основное технологическое время Го = -= -мин, S Sn где L перемещение пилы в направлении подачи в мм; / - длина сечения разрезаемого материала в направлении подачи в мм; 1 дополнительная длина на врезание и перегиб в мм; s -< подача пилы в мм в минуту. Для повышения производительности при разрезке заготовки закрепляют в пакетах, как показано на рис. 84, а-л. На Минском заводе автоматических линий внедрено приспособление для разрезки пакета прутков Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||