
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Стойкость сегментных пил
Участок разрезки сортового проката на отрезных круглопильных станках приведен на рис. 86, а. На участке размещены отрезной круглопильный станок /, стеллаж 2 для прутков, направляющий 3 и приводной 4 рольганги, металлическая переносная тара 5. Типовая схема организации рабочего места приведена на рис. 86, б; на рабочем месте / имеется дисковая пила 2, упор 3, подставка или тележка 4, стеллаж 5 для материала, тара 6 для заготовок, ящик 7 для отходов. Характеристика стойкости круглых сегментных пил приведена в табл. 36 [33 ]. Стойкость между двумя переточками зависит от диаметра дисковой пилы; например, при диаметре пил 350, 500, 700, 1000 и 1500 мм стойкость соответственно будет 8,5; 12,5; 16; 20 и 25 мин; критерий затупления 0,6- 0,8 мин. Стоимость одного реза прутков диаметром 20, 30, 40, 50, 60, 70 и 80 мм из конструкционной углеродистой стали соответственно составляет 0,14; 0,28; 0,51; 0,76; 1,14; 1,51; 1,9 к. а из хромоникелевольфрамовой стали 0,6; 1,28; 2,45; 3,67; 5,04; 6,88; 8,77 к. Число прутков в пакете принимали равным 15 при диаметре прутка 20-40 мм, 13 при диаметре 50 мм; 8 при диаметре 60 мм, 6 при диаметре 70 мм, 3 при диаметре 80 мм. Режимы резания устанавливали по справочнику. Наибольшую производительность имеет дисковая пила диаметром 710 мм с числом зубьев z = 96 [29]. Глава V Разрезка на ручных и приводных ножницах Разрезка материалов ножницами является массовым, производительным и экономичным процессом. Для разрезки листовой стали толщиной 0,5-1 мм применяют ручные ножницы длиной 200-400 мм (ГОСТ 7210-54*). Пневматические и пневморычажные ножницы имеют производительность Б 3-4 раза выше по сранению с ручными. Различают ножницы с ручным приводом, параллельные, и гильотинные, а также комбинированные. Высокопроизводительные гильотинные ножницы разрезают металл толщиной до 50 мм с длиной реза до 5 м. Конструкция ножей Сила при резке листов параллельными ножами Р = = LSXpp, где L - длина реза в мм; S - толщина листа Б мм; - предел прочности при срезе в кгс/мм. Сила резания наклонными ножами р 0.5S%cp tga где а = 2-6°; этот угол прямо пропорционален толщине листа. Зазор между ножами равен Vso толщины листа. Ниж-тт нож горизонтален, а верхний наклонен и режет материал постепенно. Ножи цельные, составные, усиленные представлены на рис. 87. Режущие кромки цельных ножей заточены под углом 90°, составных - под углом Р = = 8085°; задний угол а = 2-е-3° и передний угол 7 = 5--10°. Составные ножи обеспечивают экономию легированной стали Б 5 раз. Параллельность плоскостей ножа должна быть 0,02 мм при угле захвата до 20°, угле резания 85-90° и зазоре между ножами 0,05-0,07 толщины разрезаемого материала. При разрезке листа на несколько полос в серийном и массовом производствах применяют комплект ножей, распорных колец и прокла- док, что ускоряет процесс разрезки. Для разрезки материала большой толщины используют наклонно поставленные ножи; угол резания р == 85-90° при угле наклона ф = 45°. При малых толщинах разрезаемого листа применяют ножницы с одним наклоном ножа; угол резания Р == 85-87° при угле наклона ф = 20-25°. Разрезаемый материал захватывается вращающимися но- 
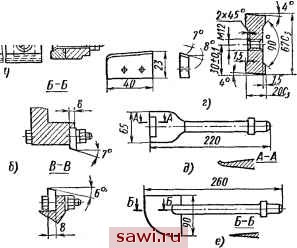 Рис. 87. Ножи: а - для гильотинных ножниц; б - цельные; в - составные (верхний и нижний); г S- усиленные; д, е ~ для разрезки резины жами, имеющими угол захвата о = 7--14°. При угле 0 = 12 сила резания Р - OJ.SGp-, силы резания при разрезке материала любого профиля на пресс-ножницах Р = tcp. где F - площадь поперечного сечения разрезаемого профиля; сила резания обычно направлена под углом 45° к оси профиля. Ножи для разрезки проката, углового и таврового профиля делают составными (рис. 87, в). Передние поверхности ножей наклонены под углом 3-5°. Они имеют две-четыре режущие кромки. Между передними поверхностями устанавливают зазор 0,05-0,1 мм. Для разрезкц Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||