
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 назначены для разрезки листов из стали толщиной 0,8-1 4 мм и шириной 2,5 мм. При модернизации на ножницы был установлен пневмоцилиндр для управления муфтой через механизм включения [63]. Вибрационную разрезку стального листа толщиной 2 мм осуществляют на станке. Величина хода подвижного ножа станка 4-14 мм; скорость перемещения 1566 и 3132 мм/мин. Угловые ножницы с пневматическим приводом широко применяют в мелкосерийном производстве. Система легко-настраиваемых упоров позволяет использовать их при изготовлении разнообразных деталей из листового материала. Ножницы имеют следующую техническую характеристику: максимальное усилие на пуансоне 10 тс; максимальная толщина разрезаемого материала для стальных заготовок 3 мм, для латунных и алюминиевых 4 мм; габаритные размеры ножниц 700x800x1500 мм; масса 400 кг. Пневмоцилиндр рассчитан на рабочее давление воздуха 4-6 кгс/см [146]. Для правки, зачистки и мерной разрезки заготовок из проводниковых материалов применяют станок с программным управлением. На станке установлены механизмы: правки по плоскости и на ребро, зачистной, подачи заготовок, летучие гильотинные ножницы, лоток с пневмоприводом, электроролики сечением 600x400 мм. Одновременно обрабатываются две заготовки из проводниковых материалов прямоугольного (круглого) сечения соответственно размером 1x4 и 2x12 мм. Механизмы правки по плоскости и на ребро - роликовые; механизм измерения длины заготовки состоит из прижимных и калибровочного роликов. На оси калибровочного ролика помещен диск с радиальными пазами, через которые проходит луч от лампочки к фотодиоду. Диск, пересекая луч, создает электрические импульсы в фотодиоде, которые поступают в счетное устройство программного управления. Для увеличения точности измерения длины разрезаемых заготовок необходимо увеличить число пазов в диске. Зачистной механизм имеет камеру с вытяжной вентиляцией, в которой находятся две дисковые металлические щетки, расположенные под углом 10° к оси заготовки и под углом 20° друг к другу. Сближение щеток производится пневмоприводом по команде от пульта программного управления. При прохождении через летучие ножницы 6 7 От сети 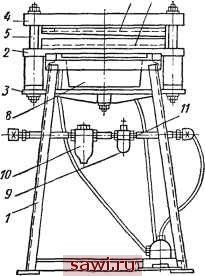   Рис. 97. Малогабаритные пневматические гильотинные ножницы (а) и пневмопривод (6) заготовки разрезаются. Механизм подачи протаскивает заготовки через механизмы в ножницы и лоток. Лоток приводится в движение от привода. Скорость движения регулируется программой. Шатуны соединены со щеками и рычагами, размещенными в ролике. В момент сближения ножей скорость движения щек равна скорости движения заготовки. При внедрении станка количество работаю- 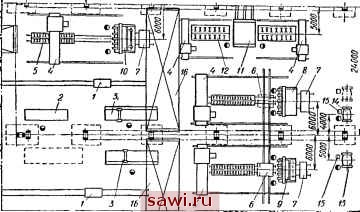 Рис. 98. Участок для отрезки заготовок ножницами щих сократилось вдвое и улучшилось качество разрезаемых заготовок [112]. За рубежом широко применяют трансляторную разрезку материалов. При обычных методах разрезки силы резания направлены только в одном направлении, что вызывает одностороннюю деформацию разрезаемого материала. На торце отрезаемой заготовки возникают скосы, трещины и разрушения. Эти дефекты зависят от зазора между ножами, скорости реза, способов и силы крепления, состояния режущих кромок и температуры в зоне разрезки. При трансляторной разрезке с помощью соответствующих приспособлений создается равномерная нагрузка на заготовки и равномерное распределение деформаций независимо от формы заготовок. Разрезка рулонов и лент на 15% экономичнее разрезки листов. Однако с увеличением толщины применяют листовой материал, а не рулоны. Установим охранное оборудование. Тел. . Звоните! |