
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Последняя от цилиндра 2 по направляющим 3 салазок совершает возвратно-поступательное движение. На каретке установлен храповой механизм с рейкой 5, в пазах которой закреплены кулачки б и 7. Дроссель 8, упоры 9 и конечный выключатель 10 укреплены на салазках. Когда каретка движется к заготовке 11, кулачок 6 своим выступом действует на дроссель 8, ставя его в положение, при котором быстро подводится инструмент. По оконча- t2 13 fi 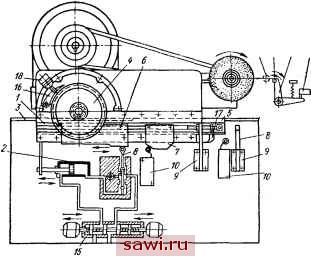 Рис. 105. Механизм компенсации износа абразивных кругов НИИ резки абразивный круг толкает конечный переключатель 12, изготовленный из твердого сплава и расположенный на рычаге 13, который включает микропереключатель 14, подающий команду золотнику 15 на быстрый отвод инструмента. Абразивный круг изнашивается, рейка 5 упирается в правый упор 9 и перемещается вместе с кулачками 6 и 7, сохраняя постоянную длину пути отвода п подвода инструмента. Во время перемещения рейки храповое колесо 4 поворачивается и фиксируется собачкой 16. Вследствие износа круг 17 нажимает на выключатель 10, подается сигнал на выключение золотника 15 и электромагнита 18; отводится собачка, и храповое колесо 4 растормаживается. Абразивный круг отходит, рейка упирается в левый упор 9 и автоматически занимает исходное положение. Абразивно-отрезной станок изображен на рис. 106, а [40]. На плите / закреплен кронштейн 2 с поворотной плитой 3, на которой помещен кронштейн 6 с хоботом . 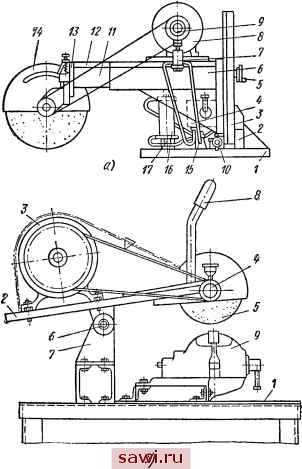 Рис. 106. Станки: а т- абразивно-отрезной; б -- для разрезки труб На хоботе установлен электродвигатель 5 с направляющими 12, стойкой 13 и кожухом 14, в котором смонтирован шпиндель с абразивным кругом. На круговых направляющих 17 имеется гидравлический силовой цилиндр 16; его поршень через шток соединен с кронштейном 6. На боковой стороне кронштейна 6 закреплен плунжерный насос 7, приводимый во вращение эксцентриком 9, установленным на валу электродвигателя 8. Между ребрами кронштейна 6 расположен бак 4. Шлангом бак соединен с плунжерным насосом 7; выходным шлангом насос соединен с распределительным краном 15, откуда масло под давлением поступает в верхнюю и нижнюю полости цилиндра 16. Скорость перемещения поршня и абразивного круга регулируется лимбом распределительного крана 15. Через штурвал 10 плита 3 и вся система станка поворачиваются на угол до 60°, что фиксируется по лимбу на задней стороне плиты 3. При помощи штурвала 5 осуществляется ручное перемещение хобота . Для предохранения абразивного круга шпиндель связан с направляющими 12 через пружину, давление которой регулируется винтом. Описанный станок пригоден для различных отрезных работ, особенно для разрезки тонкостенных профилей. Абразивно-отрезной станок для разрезки труб диаметром до 75 мм и профильного проката, уголков и швеллеров до № 7 включительно позволил при ремонтно-моптажных работах механизировать заготовительные операции и повысить производительность труда на 10-15%. На сварной станине / (рис. 106, б) смонтирована плита 2, на которой установлен электродвигатель 3 типа АО-11-4 мощностью 1,7 кВт, с частотой вращения вала 1420 об/мин. Через клиноременную передачу с отношением 1 : 3,6 вращение от электродвигателя 3 передается на шпиндель 4 и абразивный круг 5 (диаметром 175-200 мм и толщиной 2-3 мм) на вулканитовой связке. Плита 2 перемещается относительно оси 6 кронштейна 7. Центр тяжести подвижной системы смещен влево, что вызывает перемещс1П!е шпинделя и круга вверх и обеспечивает отвод круга от станины. Подача абразивного круга осуществляется рукояткой 8. Разрезаемая заготовка закреплена в тисках 9, масса станка 175 кг. На отечественных заводах широко применяют отрезку литников у стальных отливок. На некоторых предприятиях с целью механизации процесса отрезку литников у отливок осуществляют на модернизированных горизонтально-фрезерных станках устаревшей конструкции. Модернизированный фрезерный станок (рис. 107) имеет гидронасосную установку /, пусковой золотник 2, дроссель 3, пилот 4, реверсивный золотник 5, Установим охранное оборудование. Тел. . Звоните! |