
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Стойкость отрезных кругов и фрез
лита, и гетинакса вместо твердосплавных фрез используют алмазные отрезные круги АОК диаметром 200, 250 и 320 мм, толщиной 2 мм, зернистостью 315/250. Жесткость циркульного станка повышают путем применения шлифовальной головки ЗА64М-41. Мощность электродвигателя станка 4,5 кВт при частоте вращения круга 4500- 5500 об/мин и ручной подаче. На периферии алмазного круга образованы канавки глубиной 1 мм и шириной 1,5-2 мм, которые предупреждают его засаливание. Канавки нарезают на заточном станке отрезными абразивными кругами при минимальной скорости алмазного круга. Для предотвращения увода алмазного круга на его корпусе вырезают три-четыре компенсирующие канавки. Применение алмазных отрезных кругов позволило уменьшить ширину реза в 3 раза и обеспечило годовую экономию 2000 р. [14]. Применение тонких отрезных алмазных кругов для разрезки неметаллических материалов увеличивает производительность в 5-6 раз, уменьшает ширину реза в 10 раз и резко улучшает качество разрезаемых поверхностей [118]. При разрезке стеклотекстолитовых заготовок размером 15X15X2 мм для повышения производительности на периферии абразивного круга прорезают канавки шириной 2 мм и глубиной 1,5 мм. При разрезке графитовых изделий размером ПОХ 11 мм скорость круга 66 м/с; время на один рез составляло 1 с; число резов 200; производительность 72 600 mmVmhh; расход круга на 1 рез составляет 0,00001 мм. При разрезке электрографитированного слитка размером 45 X 20 мм 208 скорость круга 66 м/с; время на 1 рез 2 с; число резов 50; производительность 27 ООО мм/мин; расход круга на 1 рез составляет 0,000115 мм. При разрезке медно-графитовых слитков размером 33x18 мм скорость круга 66 м/с; время на 1 рез составляло 3 с; число резов 10; производительность 12 600 мм/мин. При разрезке фрезой ширина реза 5-12 мм, а абразивным кругом - 3 мм-Применение алмазных кругов с прерывистой кромкой обеспечило хорошие результаты: ширина реза уменьшилась в 10 раз, а производительность в результате увеличения подачи возросла . в 5-6 раз при сокра- . 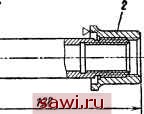 Рис. 115. Оправка с набором алмазных дисков щении цены инструмента на 1 м реза. Для повышения производительности труда и повышения качества разрезки труднообрабатываемых и полупроводниковых материалов сконструирована оправка для набора металлических дисков с алмазной режущей кромкой [73]. Оправка (рис 115) имеет втулку /, гайку 2, шайбу 3. Диаметр дисков превышает диаметр шайбы на 10- 15 мм. В наборе 30-40 дисков. Частота вращения оправки 4000-5000 об/мин. Сначала слитки из полупроводникового материала разрезают на пластины алмазными дисками с внутренней режущей кромкой. Склеенные столбиком пластины наклеивают на стеклянную подложку. Последнюю наклеивают на квадратную металлическую плиту. Собранный таким образом столбик закрепляют на столе станка ASM-24 или С-15 и разрезают набором металлических дисков с алмазной режущей кромкой. Разрезка осуществляется во взаимно перпендикулярном направлении. При резании алмазные диски охлаждаются. Приведенным способом успешно разрезаются не только хрупкие, но и мягкие материалы, применяемые в термоэлектрических устройствах. Неровности при резке данным методом не превышают 4-5 мкм; сколы отсутствуют. Экономическая эффективность от внедрения описанного метода разрезки составляет 25 р. на 1 кг разрезанного германия. Эксплуатационный показатель качества алмазных отрезных кругов - это количество резов кругом. В соот- ветствии с ГОСТом 10110-71 завод-изготовитель при разрезке ситалла с микротвердостью 800-1200 кгс/мм* обязан обеспечить стойкость круга 5000 резов; круги диаметром 100-160 мм разрезают ситалл сечением 10 X X 10 мм, круги диаметром 200-250 - ситалл сечением 20x30 мм и круги диаметром 320-400 - ситалл сечением 40x60 мм; рабочая подача 30 мм в минуту, скорость кругов 25 м/с, число резов между правками круга 15. Для разрезки полупроводниковых материалов, синтетических и природных кристаллов, стекла, кварца, ферритов, керамики и т. д. за рубежом широко применяют станки SM 610 и SM620 (США). На этих станках слитки разрезают тонкой бесконечной вольфрамовой проволокой в абразивной среде. При движении проволока захватывает абразивный материал и разрезает материал. Преимуществом такого способа разрезки является слабое разрушение структуры, малые потери материала, высокая прочность без выкрашивания и высокая производительность.Поверхность реза получается ровной, и не требуется шлифования. Этим способом можно разрезать материал толщиной до 0,22 мм. При разрезке кварцевого стержня сечением 30 X 15 мм достигается точность 8 мкм и выше. Максимальное сечение разрезаемого материала для станка первой модели 60x40 мм и для второй 60x80 мм при габаритных размерах станков 730x785x485 мм. Кинематическая схема станка представлена на рис. 116. Проволока диаметром 50-200 мкм движется с катушки, управляемой редуктором / в направлении приемной катушки, приводимой в движение двигателем 3. Переменное перемещение проволоки к разрезаемой заготовке 5 осуществляется двигателем 2, который управляется микроконтакторами, приводящими в действие рычаг 4. В соответствии с диаметром проволоки натяжение осуществляют с силой 100-1400 гс. При разрезке вольфрамовой проволокой диаметром 140 мкм с натяжением до 850 ГС время разрезки заготовок из германия диаметром 32 мм - 1 ч. 20 мин; из кремния диаметром 35 мм - 1 ч. 30 мин; из кварца размером 15x30 мм-2 ч; из ферритов размером 10x4 мм- 10 мин. Станок для прорезки пазов алмазными дисками показан на рис. 117. Пазы шириной 0,6-0,8 мм прорезают в закаленных втулках диаметром 19-45 мм; глубина реза - половина диаметра втулки. Применяют алмазные круги АОК160х32х5 зернистостью 100/80, с шириной Установим охранное оборудование. Тел. . Звоните! | |||||||||||||||||||||||||||||||||||||||||||||||||||||