
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 моугольного профиля призмы зажимаются планками (рис. 120, б-г); при разрезке заготовок небольших сечений используют установку в пакетах (рис 120, д). При резании с охлаждением рекомендуется устанавливать начальную скорость резания 48 м/с, без охлаждения - 1 1 С \<й 60 max Я> 15min 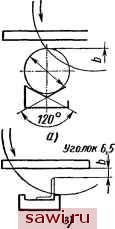 maxJOxJO
I-V- Шделлер N8 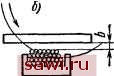 Рис. 120. Схемы установки материалов при разрезке 80 м/с. Необходимо точно установить длину рабочего хода шпиндельной головки, для чего рабочий кулачок устанавливают по сечению разрезаемого материала. В табл. 53 приведены затраты на 1 рез прутков из кон- Затраты на 1 рез прутков в коп. Таблица 53
струкционных, углеродистых и хромоникельвольфрамо-вых сталей, а также часовая производительность в зависимости от предела прочности разрезаемых прутков Глава VII Разрезка на фрикционных станках Диск из стали {НВ до 150), вращаясь со скоростью 120-150 м/с, не нагреваясь и сильно не изнашиваясь, разрезает закаленную сталь. Металл перед диском плавится и вытекает из прорези, увлекаемой диском и воздушным потоком. Частицы металла, соединяясь с кислородом, образуют искры (рис. 121). Процесс разрезки фрикционной пилой зависит от теплоемкости и теплопроводности, а также температуры плавления обрабатываемого материала. Фрикционными пилами разрезают заготовки из стали и чугуна различного профиля и любой твердости. Разрезка этими пилами цветных металлов вызывает течение материала и засаливание диска. Разрезка стальных заготовок сечением более 120-150 мм вызывает заедание фрикционной пилы п ее срабатывание, на что расходуется значительная мощность. Фрикционная пила одинаково успешно разрезает незакаленную и закаленную сталь. Для сокращения времени разрезки и предупреждения нагрева соседних участков материала рекомендуется скорость подачи фрикционной пилы принимать большой. Время, затрачиваемое фрикционными пилами на разрезку, составляет /4-V5 времени на разрезку фрезерной дисковой пилой. Фрикционная разрезка отличается высокой производительностью при малых затратах на изготовление инструмента. Затраты на изго-  Pi!c. !21. Схема удаления .материала при фрикционной разрезке товление диска трения не превышают затрат на изготовление одного сегмента дисковой пилы. Производительность пилы в среднем в 14 раз выше производительности ножовочного станка и в 5 раз выше произведительности дисковой фрезерной пилы. Твердость в месте разреза незакаленных сталей несколько повышается и понижается при разрезке закаленных сталей. Структура разрезаемого материала изменяется на незначительной глубине, не превышающей 0,2-0,3 мм. Фрикционные пилы применяют в различных областях промышленности. В основном их используют на машиностроительных заводах для разрезки проката, для отрезки литников и прибылей. Профили из стали твердостью НВ 150-235 разрезают ими со скоростью 1,5 см7с. Режущие диски Обычно диск изготовляют из низкоуглеродистых сталей Ст.2 и Ст.З или из хромованадиевой стали с о = - 70 кгс/мм. Режущий диск, накатанный по периферии, показан на рис. 122, а, а в табл. 54 даны его размеры. Наиболее распространены режущие диски диаметром 800, 1000, 1200, 1400 и 1600 мм, толщиной соответственно 6; 6,5; 7; 7,5 и 8 мм. Величина поднутрения на боковых плоскостях составляет 0,5-1 мм. Стойкость накатанной поверхности 1500-2000 резов, после чего производят снова накатку 10-15 раз. Суммарная стойкость диска составляет 15 000-20 000 резов. Конструкция диска автоматической фрикционной пилы показана рис. 122, б. Наружный диаметр диска 500 мм; рабочая часть его толщиной 1 мм выступает из усиленной ступицы толщиной 5 мм на минимальную величину, равную глубине реза. Такой диск оставляет ширину реза не более 1,2-1,3 мм. Диск с наружным диаметром 900 мм, диаметром ступицы 500 мм и диаметром отверстия 60 мм приведен на рис. 122, в. Рабочая часть его имеет толщину 4 мм при толщине ступицы 10 мм. Целесообразно диски изготовлять из стальных листов с минимальным содержанием углерода так, чтобы диск не подвергать термической обработке. После разметки диск вырезают дисковыми ножницами и обтачивают на токарном или карусельном станках. Диск накатывают по периферии при одновременной развальцовке обода на 0,5-1 мм. Продолжительность Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||