
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 щении 280 мм; мощность генератора 4 кВт, частота колебаний вибратора 18 кГц. Станок может обрабатывать крупным и мелким абразивом в одной и той же ванне; количество суспензии в баке составляет 6 л; стол станка передвигается по нониусу с ценой деления 0,02 мм; кроме того, он имеет оптическую головку, позволяющую осуществлять передвижение с точностью 10 мкм. Вертикальное перемещение головки контролируется по линейке и индикатору типа И453 с ценой деления 0,02 мм. В зависимости от глубины обработки устанавливается величина осцилляции. Габаритные размеры станка 1500 X X 1300X2000 мм, масса 2000 кг. Станок 4Б772 используют для совмещенной ультразвуковой и электромеханической обработки, что повысило производительность в 5-8 раз; шероховатость обработанной поверхности 7-9-го класса чистоты. Станок имеет источник электрохимического питания, насос для нагнетания суспензии и вращающийся стол размером 250x400 мм. Обработка производится в среде электролита NaCl или NaNOg. На станке вырезают заготовки, прорезают пазы любой формы. Совмещенный ультразвуковой и электрохимический способ применяют для черновой обработки, а ультразвуковой - при чистовой обработке. Техническая характеристика станка 4Б772: диаметр поверхности стола 320 мм; продольный и поперечный ход стола 150 мм, цена делений лимбов 0,02 мм, у микроскопа 0,01 мм; оптимальная площадь обрабатываемой поверхности 800 мм; наибольшая производительность станка 4000 ммЧмпк при обработке с использованием карбида бора зернистостью 10 и подачи абразивной суспензии под давлением и 1200 мм/мин при подаче поливом (глубина обработки до 5 мм); при обработке твердого сплава в тех же условиях, при совмещенном способе обработки производительность 300 мм7мин, при ультразвуковом способе с прокачкой 50 мм/мин, при ультразвуковом способе с поливом 15 мм/мин. Мощность на выходе 1,6 кВт; напряжение 380 В; частота тока 50 пер./с; общая потребляемая мощность 5,8 кВт; габаритные размеры 1360x1060 x 2080 мм; масса станка 1380 кг; цена генератора 12 880 р. На работу ультразвуковых станков влияет способ подачи суспензии. При установившейся схеме работы суспензия абразива подается путем естественного перемещения частиц. Частицы абразива движутся с мини- мальной скоростью. Абразивные зерна при работе ультразвукового станка беспрерывно дробятся, отчего производительность снижается. Для повышения производительности процесса создают принудительную смену абразивного зерна. Головка и схема регулирования подачи, 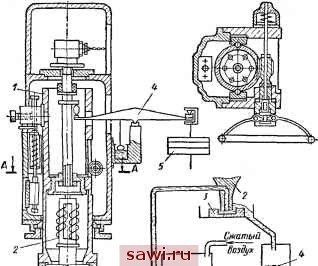 Рис. 130. Головка (с) и схема регулирования силы подачи абразивной суспензии под давлением (б): a-t - шпиндель головки; 2 - магнитострикциоиный пакет; 3 -флaIieц; 4 -коромысло; 5 - противовес; б-/, 4 - резервуары; 2-инструмент; 3-зона обработки принятая в станке 4772, показаны на рис. 130, а. Точность координатных перемещений стола на 100 мм его хода составляет 0,02 мм [911. В ряде схем (рис. 130, б) при помощи сжатого воздуха суспензия абразива из бака / через канал в инструменте 2 поступает в зону обработки 5 и резервуар 4. Давление в баке, равное 3-4 кгс/см, вызывает увеличение скорости движения суспензии. При той же мощности ультразвукового станка увеличивается сила прижима, скорость обработки возрастает в 3-4 Параметры обработки в зависимости от мощности
раза. Зависимость диаметра, площади и глубины обработки от мощности ультразвукового станка приведена в табл. 62. Цена некоторых станков для ультразвуковой обработки следующая: Модель станка ....... 4770 Цена в тыс. руб.......2,840 4А772 4Б772 МЭ22 9,430 12,88 2,600 Ультразвуковые станки зарубежных фирм уступают по производительности отечественным станкам; например, производительность станка Dixtron (США) при той же массе, что и станок 4772, и несколько больших габаритных размерах при обработке стекла составляет! 75 мм/мин, а производительность станка фирмы Reitien (США) при мощности 0,7 кВт350 мм*/мин [72 ]. Обработка крупногабаритных фарфоровых изоляторов осуществляется с помощью ультразвука. В фарфоровом изоляторе вырезают столбики. Ультразвуковая обработка фарфора не вызывает в нем ни напряжений, ни местного нагрева. В качестве инструмента используют трубчатый вибратор в виде никелевой трубки (см. рис. 128, е) с наружным диаметром 15 мм, внутренним диаметром 12 мм и длиной 160 мм. Конец трубки длиной 50 мм конический. При обработке фарфора оптимальная частота колебаний вибратора составляет 18-20 кГц. Никелевая трубка закреплена четырьмя симметрично расположенными винтами в механизме колебаний. Внутри возбуждающей катушки, намотанной на текстолитовый каркас, трубка свободно колеблется в направлении продольной оси. Для охлаждения внутри никелевой трубки распыляется вода. Часть трубки, вырезающая столбики, Установим охранное оборудование. Тел. . Звоните! |