
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 работает в воде, которая нагревается до 30-50° С. Одной трубкой вырезают 50-75 столбиков высотой 7- 8 мм в фарфоровом изоляторе. Форма трубки соответствует форме столбика. На вырезку столбика в фарфоровом изоляторе расходуется 4-5 мин при скорости 1- 2 мм/мин; смена трубки занимает 1-2 мин. Один рабочий одновременно работает на нескольких станках [1411. Вода 1 2 \ 3 10 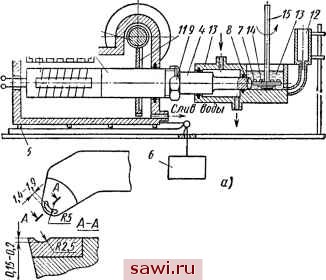 Рис. 131. Приспособление для разрезки алмазов (а) и схема образования стружколомающих канавок на резцах (б) Приспособление для разрезки алмазов [321 показано на рис. 131. Приспособление имеет корпус / с укрепленными па нем вибратора.ми 2-4. Вибраторы установлены на шариковых направляющих 5 и под действием груза 6 могут перемещаться в горизонтальном направлении. Меняя нагрузку, можно изменить контакт между диском 7 и разрезаемым алмазом 8. Обе части 3 и 4 вибраторов соединены с помощью гайки 9. Червяк 10 и червячное колесо позволяют поворачивать алмаз на нужный для резання угол. Сосуд 12 служит для переливания из ванны 13 абразивной суспензии, состоящей из алмазного порошка и воды. Диск 7 с укрепленной под ним крыльчаткой 14, закреплен в оправе вертикального шпинделя 15. Вертикальное перемещение диска совершается путем подъелш илн опускания шпинделя на необходимую ве- личину. Шпиндель 15 в нижней части выполнен в виде цангового патрона для крепления диска 7. В вертикальном положении шпиндель может перемешаться; величина перемещения контролируется нониусом с ценой д&пения 0,1 мм. Для быстрого подъема и опускания шпинделя используют эксцентрик и вилку. Шпиндель вращается от электродвигателя через клиноременную передачу. Диаметр диска равен 40 мм, а толщина его 0,08-0,1 мм. Материалом служит нержавеющая сталь или лента из стали У8; диск закален. Алмаз прикреплен к вибратору зачеканкой с последующей пайкой латунным припоем. Амплитуда колебаний должна быть наибольшей, но не превышающей 40-50 мкм, так как разрушается место крепления алмаза. Производительность процесса разрезки прямо пропорциональна амплитуде колебаний. Статическая нагрузка при работе вращающимся диском влияет не только на производительность, но и на нагрев, износ и вибрацию диска. Оптимальная сила контакта не должна превышать 500 гс. Износ диска составляет 2000% площади реза алмаза. Замена алмаза в суспензии карбидом бора снижает производительность в среднем в 5 раз. Ширина реза на 50% больше толщины диска. Целесообразно применять алмаз зернистостью А 50/40. После разрезки 20 кар. алмаза алмазный порошок (10 кар.) следует заменить. Время обработки 1 мм площади составляет 1-7 мин. Производительность разрезки повышается в 2,5-3 раза при увеличении алмазного порошка в суспензии до 40%. Для разрезки алмазов рекомендуется применять станок УЗА-1 [72]. На базе ряда станков успешно работает специализированный станок МЭ-22, используемый главным образом для обработки алмазных волок; при этом производительность повысилась в 5-7 раз. Подача суспензии под давлением повысила производительность этого метода в 3-4 раза. Большая производительность была получена путем совмещения ультразвуковой обработки с электрохимической. Вместо модернизированного станка 4773А можно применить станок 4Б772. На станке вырезают заготовки линз из оптического стекла, а также кристаллы для полупроводниковых приборов из пластин германия и кремния. Производительность станка в 2-3 раза выше производительности других станков сравнимой мощности. На станке можно обрабатывать заготовки из стекла, керамики, фарфора, кварца, кремния, германия, сапфира, твердых сплавов и постоянных магнитов по заранее заданному циклу с учетом износа инструментов. Вращающийся стол станка с механическим приводом позволяет обрабатывать кольцевые канавки и вырезать заготовки диаметром до 250 мм. Стружколомающая канавка на резце, полученная электроискровым способом, показана на рис. 131, б. Ультразвуковая интенсификация электроискровой проволочной резки увеличивает производительность на 200- 400%. Сквозной паз 16x6 мм в гидравлическом валике из вольфрама диаметром 10 мм выполняют на станке 4772 за 24 мин. Производительность станка 40 мм/мин. С помощью ультразвука и сборного инструмента, показанного на рис. 134, д, разрезают монокристалл германия на пластины толщиной 0,5-1 мм и диаметром 60 мм. Ультразвуковым методом успешно обрабатывают хрупкие материалы. Цветные металлы обрабатывать ультразвуковым методом не рекомендуется из-за их плохой обрабатываемости. Ультразвуковым методом можно обрабатывать как металлы, так и неэлектропроводные материалы; шероховатость поверхности, обработанной ультразвуковым методом, соответствует 9-му классу чистоты; точность обработки находится в пределах 0,01-0,02 мм. При ультразвуковой обработке отсутствует местный нагрев и дефектный слой. Ультразвуковая вырезка заготовок из стекла позволяет повысить производительность по сравнению с другими способами в 10-20 раз при экономии материала на 50%; например, из стеклянной заготовки квадратного сечения со стороной 33 мм одновременно вырезают 24 диска диаметром 4,5 мм. Электродом-инструментом служат 24 трубки, припаянные к торцу вибратора, через канал которого пропускают суспензию-карбид бора № 3. Разрезка осуществляется на станке УЗС-ЗМ со скоростью съема 220 мм/мин [553. Примером высокоэффективного применения ультразвука является вырезка из круглой плоско-вогнутой линзы, наклеенной плоской поверхностью на стекло (рис. 132, с) 12 деталей, показанных на рис. 132, б. Ранее детали обрабатывал алмазными пилами рабочий 7-8-го разряда за 6 ч. Ультразвуковым методом все 12 деталей изготовляет рабочий 4-го разряда за 1 мин. Производительность возросла в 300 раз. При обработке используют инструмент, выполненный за одно целое с вибратором (см. рис. 128, с). Стеклянную деталь, изоб- Установим охранное оборудование. Тел. . Звоните! |