
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 раженную на рис. 132, е, вырезают из пластинки трубчатым электродом-инструментом за 1,1 мин. В детали из кварца вырезают окно размером 35x20 мм (рис. 132, г). Инструментом служат два ножа из стали 50 толщиной 1 мм и шириной, равной стороне прямоугольника. Ножи припаивают к торцу вибратора твердым при- 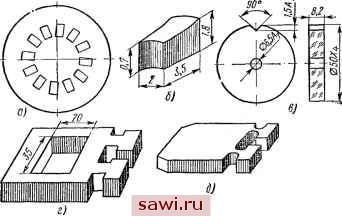 Рис. 132. Керамические детали, полученные ультразвуковой разрезкой поем. Для ускорения процесса применяют кондуктор, накладываемый на деталь. Вырезка осуществляется за четыре прохода, по два каждым ножом, со скоростью 14 мм/мин. Деталь толщиной 6 мм из керамики показана на рис. 132, д. Паз в детали прорезают за 1,2 мин, инструмент изображен на рис. 128, т; материал инструмента - сталь Юкп. Экономический эффект от применения ультразвуковой обработки на заводе составляет 100 тыс. руб. в год при среднем снижении трудоемкости изготовления деталей в 10 раз [1221. г л а в а IX Электроискровой метод разрезки материалов Электроискровая обработка основана на использовании искровых или искродуговых разрядов малой длительности. Электрод-инструмент 1 (рис. 133, а) подключен к отрицательному полюсу, а разрезаемая деталь 2 к положительному [102]. Максимальная мощность в зоне 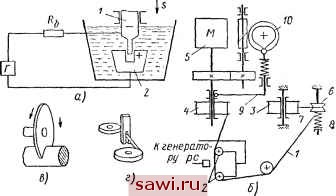 Рис. 133. Схемы электроискровой разрезки обработки 1,5 кВт, наибольшая энергия импульсов 4- 5 Дж. На съем 1 кг металла затрачивается 40-50 кВт электроэнергии. Инструмент не соприкасается с обрабатываемой деталью. Межэлектродное расстояние поддерживается автоматическим устройством; его заполняют диэлектрической средой, например, керосином. Применяют ток 450 А, напряжением 20-ЗОВ. Производительность разрезки при ширине реза 3-4,5 мм составляет 30-40 cmVmhh [102]. Максимальная толщина разрезаемых деталей 120 мм. Инструмент Инструмент из меди, латуни, чугуна, графита и других электропроводных материалов является катодом. Наиболее точным инструментом для разрезки токопро-водных материалов является непрофилированный электрод-проволока. Схема работы этого инструмента дана на рис. 133, б. Тонкая проволока 1 служит инструментом-электродом. Ролики 2 направляют проволоку и подводят к ней напряжение. Проволока перематывается с катушки 3 на катушку 4. Электродвигатель 5 сообщает проволоке постоянную скорость движения. Ролики-диски 6 и пружина 7 обеспечивают необходимое натяжение проволоки. Гайка 8 служит для поджатия дисков, а рычаг 9 - для равномерного укладывания проволоки на катушке 4. Один полюс генератора передает напряжение инструменту-проволоке i, а второй полюс соединен с деталью 10. Деталь перемещается в горизонтальной плоскости, а инструмент-проволока - в вертикальной. При сближении проволоки сдетальювследствиеэлектроискрового процесса на последней образуется щель. В зависимости от направления движения детали получается паз-щель любой формы; деталь разрезается или в ней прорезается паз. При движении проволоки сверху вниз процесс резания происходит интенсивнее. Результаты процесса прямо пропорциональны скорости перемотки проволоки. Скорость считается оптимальной, когда производительность уже не возрастает, а расход проволоки увеличивается. Скорость обработки обратно пропорциональна толщине детали; при малых диаметрах такая зависимость исчезает. При разрезке заготовки из твердого сплава ВК20 толщиной 15 мм и диаметре проволоки 0,15 мм оптимальной скоростью является 3-4 м/мин [5]. При разрезке детали толщиной 3 мм вольфрамовой проволокой диаметром 0,04 мм скорость составляет 0,25 мм/мин; при толщине детали 5,5 мм скорость равна 0,12 мм/мин при производительности 0,035 мм/мин. При использовании в качестве инструмента медной проволоки диаметром 0,05 мм и толщине детали 3; 5,5; 1,9; 5,5; 16 мм скорость резания составляет соответственно 0,3; 0,15; 0,06; 0,27; 0,08 mmImuh при производительности соответственно 0,05; 0,05; 0,063; 0,08; 0,07 мм/мин. Установим охранное оборудование. Тел. . Звоните! |