
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 электроискровым методом и снижения отходов получен экономический эффект 4000 р, [129]. После электроискровой разрезки пластины подвергают травлению и промывают в проточной воде и кипящей дистиллированной воде и сушат. В машиностроении широко применяют заготовительную искровую разрезку и отрезку проката, труб, слитков, литников и прибылей с точностью 0,5-2 мм; а также чистовую разрезку труб котлоочистительных установок, цанг, твердосплавных деталей с точностью 0,03-0,2 мм и шероховатостью 3-6-го класса чистоты. Широко используют электроискровую разрезку твердосплавных заготовок, прорезку щелей в трубах и других деталях при  0,005 0,45 Рис. 135. Полупроводниковые пластины, разрезаемые электроискровым способом снижении трудоемкости в 1,5-2 раза. Производительность разрезки проката и листов 30 cmVmhh. Экономия на один станок составляет 18 тыс. руб. в год [130]. Практикуется вырезка окон в трубной заготовке корпуса электродвигателей на станках ЛКЗ-183 и 4723, вырезка железа ротора и статора при изготовлении электродвигателей на станках ЭПЭШ и 4531, а также различных деталей непрерывно движущимся электродом-проволокой на станке 4531 с производительностью 10 мм/мин, точностью 0,01 мм и шероховатостью 7-го класса чистоты. При производстве деталей подшипников электроискровым методом осуществляется разрезка фасонного проката на заготовки на станках 4А821. Прорезку наружных и внутренних канавок в деталях из труднообрабатываемых материалов выполняют движущимся электродом-проволокой; как показано на рис. 136, с, электрод-проволока движется между роликами /. В рабочей зоне электрод-проволока 2 направляется по копиру 3. Обрабатываемым заготовкам 4 к 5 сообщается вращательное или поступательное движение. Электрод-проволока в процессе резания перематывается с катушки 6 на катушку 7. Прорезка канавки осуществляется автоматически и прекращается после получения заданной глубины- Схема прорезки межлопаточных пазов непрерывно движущимся электродом-лентой показана на рис. 136, б. Фасонные щели прорезают в детали /. Лента 2 перематывается с катущки 3 на катушку 4 между роликами 5 и направляется по копиру 6- После прорезки заготовка поворачивается. Изго- 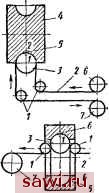 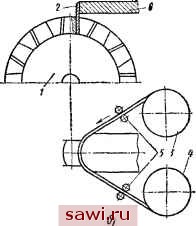 Рис. 136. Применение проволоки (о) и лепты (б) для электроискровой обработки товление тонкоструктурных сеток (рис. 137, а) электроискровым способом позволило разрешить сложную техническую задачу с получением высокого экономического эффекта. Толщина перемычки равна 0,035 мм при размере ячейки 0,35 мм. Допуск на размер перемычки составляет ±0,002 мм, а на шаг ±0,005 мм; шероховатость обработанной поверхности выдерживается 9-го класса чистоты. Для прорезки сетки электроискровым способом на двух-позиционном полуавтомате с программным управлением применяют электрод-инструмент. Материалом его служ!1т медь; замена ее на материал медновольфрамовой композиции увеличивает стойкость инструмента с 18 до 60 сеток в 1 ч. Инструмент-электрод изготовляют на полуавтомате с программным управлением и использованием вольфрамовой проволоки диаметром 0,04 мм. 9, с. и. Веселовский 257 При электроискровой обработке сетка вибрирует вдоль оси движения электрода. Применяемый вибратор обеспечивает полную герметизацию электрических элементов. 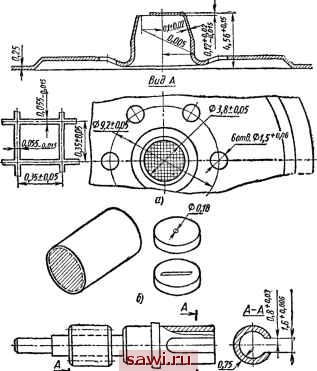
 Рис. 137. Схема электроискровой прорезки: а 1- тонкоструктурной сетки; б - узкого паза; в канавки в тонкой детали Вырезка паза в заготовке (рис. 137, б) размером 7,2x0,25 мм электроискровым способом непрофилирован-ным электродом позволила полностью изменить технологический процесс. Точность выполнения размеров окна Установим охранное оборудование. Тел. . Звоните! |