
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Ленточные отрезные станки СсиоЕНые данные Модель станка
Диаметр заготовки в мм Длина заготовки в мм Наибольший ход в мм ........... Скорость подачи в мм/мин.......... Скорость ленты в м/с............ Размеры Ленты в мм: длина ................. ширина................. толщина................ Наибольший ток в А............ Напряжение в В.............. Мощность в кВт.............. Производительность при разрезке нержавеющей стали в cmVmhh: без вращения заготовки ........ с вращением заготовки......... Емкость бака для электролита в л ..... Габаритные размеры станка в мм: длина ................. ширина................. высота................. Масса в кг ................ Цена в руб. ................ Производительность анодно-механического полуавтомата для отрезки деталей от стояков трубным электродом-инструментом 50-55 см/мин при обработке стальных отливок и 80-85 см/мин при обработке отливок из цветных сплавов, что составляет 45-50 блок/час. Внедрение этого метода разрезки позволило повысить производительность по сравнению с отрезкой абразивными кругами в 5 раз. В качестве электрода-инструмента применяют медную трубу с внутренним диаметром 50 мм и толщиной стенки 2-3 мм (для отрезки стояков диаметром 44 мм). Заготовки отрезают и при переменном токе, но производительность в этом случае снижается на 20-25%, а износ инструмента повышается в 2,5 раза. Целесообразнее процесс вести при постоянном токе силой 600 А и напряжении 24 В; мощность электродвигателя 2,8 кВт; длина стояков 350 мм, окружная скорость инструмента 7,5 м/с; скорость подачи стола 2 м/мин; объем бака 70 л; габаритные размеры 1200 X 1000 X 2225 мм; масса 840 кг. Для прорезки узкого кольцевого паза шириной 1,75 мм и глубиной 12 мм используют анодно-механический станок на базе модернизированного шлифовального станка-Электролит циркулирует через всю систему из верхней части бака, являющейся отстойником, в нижнюю, служащую напорным устройством. Подача электролита осуществляется пневмогидравлической системой от сети сжатого воздуха под давлением 4-6 кгс/см [1271. При модернизации со станка снимают все части, предназначенные для шлифования, и на текстолитовую плиту 5 устанавливают бабку 1 (рис 143), камеру 2, головку 3 и токосъемник 4. Во втулке 6 и пиноли-рейке 7 помещают патрон 8 с обрабатываемой деталью, закрепляемой гайкой 9- На пиноли размещены кронштейны 10 и трубка И для электролита. Подачу заготовки на врезание осуществляет пиноль через зубчатое колесо 12, находящееся на подшипнике 13. На валу закреплено колесо 14, связанное с червяком 15 и маховиком 16- От поворота пиноль фиксируется винтом 17, крепящим токопровод 18. Настройку пиноли на заданную глубину обработки производят упором, состоящим из втулки 19 и винта 20, шпильки 21, кольца 22 и контргайки 23. Снимая крышку 24, устанавливают электрод 25, заготовку и отражатель 26, предохраняющий от разбрызгивания электролита. Он выполнен из органического стекла и позволяет наблюдать за процессом обработки. Протекание электролита предотвра- № Г 12 6 7 JS л 34 36 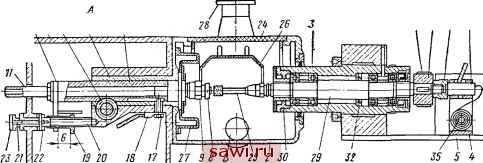 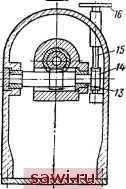 Рис. 143. Модернизированный шлифовальный станок для анодно-.механической разрезки Установим охранное оборудование. Тел. . Звоните! |