
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Станки 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 в 34 раза ниже трудоемкости электродуговой резки, при уменьшении металла, идущего в отходы, в 3 раза [152]. Время плазменной резки металлов на полуавтомате в 12 раз меньше, чем время механической разрезки, с уменьшением металла, идущего в отход, на 40%. На полуавтомате АСА-500 можно разрезать любые заготовки. Чем труднее материал поддается разрезке обычными средствами, тем выше технико-экономическая эффективность плазменной резки. Для вырезки плазменной струей кольца из трубы с толщиной стенки 51 мм из труднообрабатываемого материала с получением реза, перпендикулярного к оси трубы, потребовалось 3 мии машинного времени. Разрезка осуществлялась со скоростью 805 мм/мин при силе тока 400 А и напряжении 120 В. Для вырезки этого кольца абразивным кругом потребовалось 16 человеко-часов [151], Глава XIII Электронно-лучевой метод разрезки материалов Общие сведения Источником электронного луча является пушка / (рис. 156). Электроны излучаются из нагретого постоянным током вольфрамового катода- Для создания электронного луча применяют глубокий вакуум и высокое напряжение. Скорость электронов достигает 115-165 км/ч. Электронные лучи попадают в электромагнитное поле, где электромагнитные линзы фокусируют их в узкий луч с высокой концентрацией энергии. Электронный луч движется с большой скоростью и встречается с обрабатываемым материалом. Происходит превращение кинетической энергии в тепловую. Импульсный генератор обеспечивает прерывистость действия электронного луча частотой 0,601-0,0005 с. В точке соприкосновения луча с заготовкой выделяется большое количество теплоты, плавящей и испаряющей любые материалы. Процесс разрезки электронным лучом зависит от мощности луча и теплофизических свойств обрабатываемого материала- Механические свойства материала существенного влияния на обработку не оказывают. Фокусируемый и управляемый мощный поток электронов является режущим инструментом, не имеющим износа. Производительность электронно-лучевого метода разрезки не превышает 10-20 г/с; точность 10-20 мкм. Заготовки нержавеющей стали толщиной 0,84 мм этим методом разрезают со скоростью 10 мм/с при толщине реза 0,5 мм; пластину из керамики толщиной 0,25-0,63 мм разрезают со скоростью 10,5 мм/с при шероховатости 10-15 мкм. В стальной пластине толщиной 0,58 мм за 20 с прорезают паз шириной 50 мкм и длиной 3 мм. Листы из вольфрама толщиной 3 мм разрезают со скоростью 3 мм/с, а магнитную лепту толщиной 0,037 мм - со скоростью 6,3 мм/с. Зона термического в.пияния 5 мкм- Щель в виде синусоиды прорезают в стальной пластине толщиной 1 мм со скоростью 16,5 мм/с- Рис. 156. Схема электронно-лучевой разрезки: 1 - электронная пушка; 2 - диафрагма; 3 - линзы; 4 - разрезаемая деталь; 5 - пульт управления отклонением луча; 6 - пульт корректировки изображения; 7 -. пульт электромагнитной регулировки; 8 - импульсный генератор; 9 - трансформатор; 10 - пульт контроля напряжения н нагрева; - распределитель высокого напряжения; 12 - генератор высокого напряжения; 13 - источник питания линз; 14 катодный осциллограф 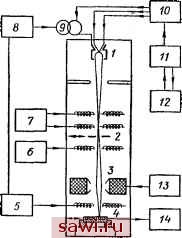 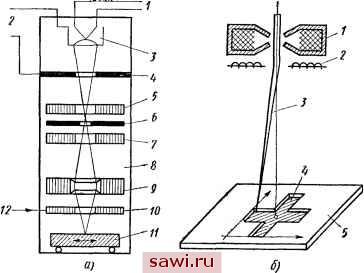 Рис. 157. Применение схемы электронно-лучевой разрезки: а - / - лампа накаливания; 2 - спирали высокого напряжения; 3 - электронный прожектор; 4 - аиод; 5 линза для регулирования луча; 6 - диафрагма; 7 - стигматор; 8 - вакуумная камера; 9, 10 - лиизы; 11 - заготовка; 12 - регулятор отклонения; б - 1 - линза объектива; 2 - регулятор отклонения луча; 3 электронный луч; 4 крестообразный вырез; 5 - заготовка Установим охранное оборудование. Тел. . Звоните! |