
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Поверхностная закалка нагреванием 1 2 3 4 5 6 7 8 для переключения шестерен коробки скоростей, указатель 10 чисел оборотов шпинделя, указатель И скорости суппорта, панель 12 кнопок управления и два маховичка с фрикционным регулятором суппорта и шпинделя. Для установки и закрепления горелки на требуемой высоте на суппорте станка установлен специальный зажим. температуры закалки пламя горелки с помощью газового рубильника гасят и осуществляют подачу воды или сжатого воздуха для закалки. Как уже указывалось закалочные горелки, применяемые для этих работ, конструируют на базе сварочных инжекторных горелок типа ГС-57 при максимальном расходе ацетилена до 2800 л/ч и кислорода до 4000 л/ч. Расход воды на 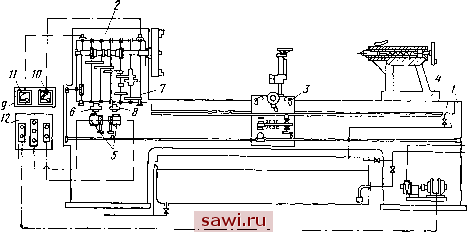 Рис. Х.П. Схема универсального закалочного станка СА-400 Задняя бабка изготовлена по типу обычного токарного станка. Техническая характеристика станка Высота центров, мм . . . 400 Наибольшее расстояние между центрами, мм . . . 2200 Частота вращения шпинделя, мин-.......0,03-133 Наибольший диаметр обрабатываемой детали, мм: при длине до 350 мм 800 при длине до 1600 мм 400 Максимальная масса детали при обработке в центрах, кг........ 1600 Максимальный размер плоских деталей, мм ... . 300X1500 Мощность электродвигателя, кВт........ 0,37 Максимальный расход, м/ч: ацетилена...... 20 кислорода...... 80 воздуха....... 80 воды........ 5 Габариты станка, мм . . .3640X600X1545 В зависимости от размеров и конфигурации закаливаемых поверхностей на станке можно осуществлять закалку различными способами. При закалке изделий способом быстрого вращения горелку (или несколько горелок) устанавливают на суппорте станка неподвижно, а изделие вращают с частотой 1,6-105 мин-Ч Окружная скорость вращения детали при этом составляет от 8 до 20 м/мин. После нагрева поверхности до закалку изделий и охлаждение горелки до 1000 л/ч. Непрерывно-последовательная закалка цилиндрических деталей осуществляется, как и в предыдущем случае, при неподвижно установленной горелке, но при медленном вращении детали. Горелка и охлаждающее устройство действуют одновременно. Способ применим для закалки рабочих поверхностей диаметром 60- 800 мм при ширине закаливаемой поверхности до 600 мм (опорные колеса, правильные ролики и бандажи и др.). Частоту вращения изделия устанавливают от 0,035 до 1,3 мин-* в зависимости от диаметра обрабатываемой детали и желаемой глубины закаленного слоя. Комбинированный способ закалки осуществляют при одновременном вращении детали и перемещении горелки и охлаждающего устройства вдоль закаливаемой поверхности. Этим способом закаливают опорные поверхности изделия, валы и оси диаметром до 400 и длиной до 1бОО мм, диаметром до 800 и длиной до 350 мм при расположении их над станиной. Окружная скорость вращения изделия принимается в пределах 8-20 м/мин, а скорость перемещения горелки 0,5-3 м/мин. На Днепровском металлургическом заводе им. Дзержинского универсальный закалочный станок изготовлен из имевшихся в наличии отдельных узлов и деталей различных станков. Общий вид этого станка приведен на рис. Х.12. Для закалки длинных валов и других деталей к станку добавляют приставку с задней бабкой. Направляющие для продольного перемещения суппорта смонтированы отдельно на плите станка параллельно его оси. Суппорт перемещается специальным механизмом, установленным на плите. Все узлы станка - передняя бабка с приводным механизмом, задняя бабка и направляющие суппорта с приводным механизмом - установлены на -гооо 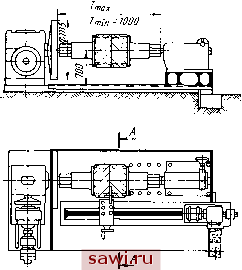 Рис. Х.12. Общий вид станка для газопламенной поверхностной закалки (на станке установлен шевронный валок привода прокатного стана 500) ляющих регулировать скорости и подачи в широких пределах. Станок можно использовать для закалки любых деталей металлургического оборудования: валов, осей, катков, колес, роликов, броневых плит, барабанов, шкивов и др. При этом можно производить закалку вращательным, поступательным и комбинированным способами. Более высокое качество закалки обеспечивается при использовании специализированных станков. Так, для закалки крупномодульных цилиндрических прямозубых шестерен внешнего зацепления с модулем от 10 до 30 мм ВНИИавтогенмаш разработал установки двух типов: УЗШ-1 (рис. Х.13) и АЗШ-3 (рис. Х.14). Электрический привод закалочной головки служит для переключения штанги с рабочего хода на холостой и управления механизмом поворота. Раздельная компоновка станины, закалочной головки и тумбы на установке УЗШ-1 позволяет закаливать шестерни диаметром до 4 мм при длине зуба до 450 мм. На установке АЗШ-3 управление всеми операциями пневматическое; благодаря совмещению в одном агрегате тумбы с закалочной головкой установка более компактна. На этой установке закаливают шестерни диаметром до 1500 мм. Закалка шестерен на обеих установках ведется зуб за зубом при движении горелки снизу вверх; зуб закаливается одновременно с двух сторон по рабочим участкам 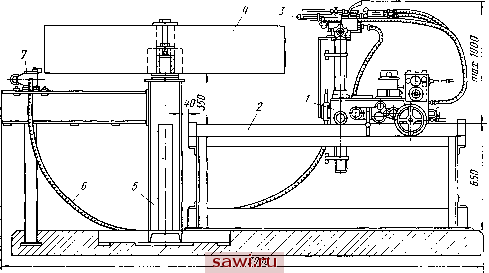 Рис. Х.13. Схема установки УЗШ-1 для автоматической закалки зубьев шестерен: / - закалочная головка; 2 -станина; горелка; 4-шестерня; 5 -тумба; 5 - гибкий шланг; 7 - поворотный механизм общей плите. На суппорте станка установлена стойка, к которой крепится закалочная горелка. Чтобы обеспечить необходимые режимы закалки широкой номенклатуры деталей, станок снабжен комбинированными приводными механизмами, состоящими из обычных редукторов и вариаторов, позво- профиля. При подходе к верхней кромке зуба пламя горелки гасится и после выхода в положение над шестерней горелка с большей скоростью возвращается в нижнее положение. В этот момент поворотный ме-ханргзм поворачивает шестерню на один зуб, пламя горелки вновь зажигается дежурной горелкой и происходит закалка следующего зуба. Длина хода горелки регулируется переставными ограничителями. При движении штанги пальцы ограничителей перемещают золотник в воздухораспределительной головке, вследствие чего происходят автоматический пуск и прекращение подачи воз- 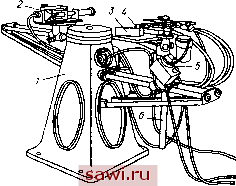 Рис. Х.И. Установка АЗШ-3 для закалки крупногабаритных шестерен: / - тумба; 2 - поворотный механизм; 3 - экран с водосборником; --горелка; 5 - регулятор скорости перемещения штанги; 6 ~ штанга духа в отдельные приборы управления установок. Многолетняя эксплуатация подобных установок на ряде металлургических заводов подтвердила их высокую эффективность. Представляет интерес установка типа УГЗ-1-58 конструкций ВНИИавтогенмаша для закалки мелкомодульных цилиндрических шестерен. На этой установке можно закаливать шестерни с модулем от 2 да 8 мм, диаметром до 450 мм и длиной зубьев 20-100 мм. Схема газоснабжения рассчи-тана на питание четырех горелок равного давления с использованием в качестве горючих газов ацетилена, природного или коксового газа, пропана и др. Для перехода от одного горючего газа к другому в горелках имеются сменные сопла и дозирующие шайбы. Установка снабжена двумя комплектами горелок: четырьмя горелками для закалки шестерен с высотой зубьев 60- 100 мм и четырьмя горелками для закалки шестерен с высотой зубьев 20-50 мм. Закалку на установке УГЗ-1-58 производят при неподвижно установленных горелках и вращении закаливаемой шестерни с постоянным числом оборотов. По окончании нагрева горелки гасят и, не прекращая вращения, подают из бака воду для закалки шестерни через дополнительные сопла в 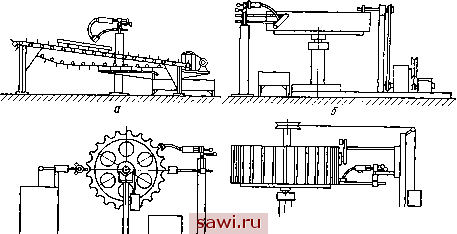
А } } ) Р7/ 7 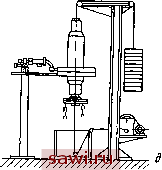 Рис X 15 Схемы станков для газопламенной поверхностной закалки: а - конвейерный; б - карусельный; в ~ делительный; г ~ зубозакалочный; - вертикальный Установим охранное оборудование. Тел. . Звоните! |