
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Виды индукционного нагрева 1 2 3 4 5 6 7 8 вательного индуктора осуществляется от двух машинных генераторов тока повышенной частоты (3600 Гц) мощностью по 200 кВт каждый. К закалочному контуру вертикального станка можно присоединить любой генератор или параллельно оба генератора. На рис. IX.6 приведены кинематическая и гидравлическая схемы станка. Станок снабжен гидравлическим приводом для движения закалочной каретки на которой установлен трансформатор; ко вторичной обмотке этого трансформатора присоединен индуктор. Конструкция каретки допускает регулировку положения индуктора относительно деталей всех типоразмеров, подвергаемых закалке на этом станке. На закалочной каретке размещено копирное устройство, необходимое при закалке зубьев валов-шестерен. Гидравлический привод станка питается от отдельной насосной станции 2 и снабжен двумя трехпозиционными золотниками 5, установленными в пульте управления станком, и тремя дросселями 4, 5 и 6 для регулирования хода закалочной каретки. Неподвижный гидравлический цилиндр привода 7 смонтирован в колонне станка. Подвижный плунжер цилиндра 8 через си- стему блоков 9 соединен стальным тросом с закалочной кареткой. Гидравлический привод обеспечивает плавную регулировку скорости рабочего хода каретки в пределах 0-20 мм/с Скорость холостого хода закалочной каретки регулируется в пределах 0-30 мм/с. К раздатчику 10 закалочного станка подводится вода, которая по гибким резиновым шлангам 11 подается к напорному коллектору закалочного трансформатора и к подводящему коллектору охлаждения индуктора 12, установленному на закалочной каретке. Слив воды осуществляется через соответствующие отводящие сборные коллекторы в малый телескопический кожух 13, смонтированный в станине станка. Подводимая для закалки эмульсия (или вода) через гидроклапан 14, раздатчик 15 и резиновые шланги 16 поступает к коллектору спрейерного охлаждения, установленному на большом телескопическом кожухе 17. Применение гидроклапана позволяет автоматизировать подачу закалочной жидкости при осуществлении поверхностной закалки с одновременным нагревом всей подлежащей упрочнению зоны. Для получения равномерного закаленного слоя по окружности детали нижний центр 18 станка приводится во вращение (с частотой 15, 30 и 60 мин-*) от электродвигателя 19 через трехступенчатую коробку передач 20. Верхний центр 21 стан-на снабжен демпферной пружиной, которая компенсирует удлинение детали после нагрева под закалку. Горизонтальное перемещение этого центра, необходимое при установке детали, осуществляется гидравлическим цилиндром 22. Подъем и опускание верхнего центра механизированы и осуществляются от электродвигателя 23 через редуктор 24 и ходовой винт 25. Для центровки и установки деталей предусмотрен самоцентрирующий люнет 26, перемеща- емый по направляющим станка при помощи отдельного электропривода. Для установки крупногабаритной шевронной шестерни в закалочный станок необходимо опустить каретку в нижнее положение. При этом индуктор располагается ниже уровня нижнего центра. Верхний центр поднимается на высоту, равную длине закаливаемой детали, и отводится вправо. Самоцентрирующий люнет опускается на высоту, равную половине закаливаемой шестерни. Затем при помощи крана деталь вводят в самоцентрирующий люнет, который центрирует деталь относительно нижнего центра. Деталь опускают и устанавливают на нижнем центре. Затем подводят верхний центр и закрепляют деталь, устанавливают емкость закалочного контура, включают ток возбуждения генератора, регулируют напор подаваемой закалочной жидкости, устанавливают скорость движения закаливаемой детали и приступают к закалке вала-шестерни. Закалочные индукторы Важными факторами, определяющими конфигурацию закаленного слоя, являются геометрические размеры закалочного индуктора и расстояние между индуктором и закаливаемой поверхностью детали. Применяемые на установках для высокочастотной закалки индукторы делят на две группы: для работы на звуковых частотах и для работы на радиочастотах. Принципиальной разницы между этими индукторами нет. Для индукторов, работающих на радиочастотах, толщина индуктирующего провода, изготовленного из меди, выбирается значительно меньшей, так как ток радиочастоты проникает на меньшую глубину, чем ток звуковой частоты. Кроме того, индукторы для закалки на звуковых частотах, т.е. при использовании машинных генераторов, работают при более низких напряжениях и больших токах. Закалочный индуктор (рис. IX.7) состоит из следующих основных частей: индуктирующего провода /, создающего магнитное поле, необходимое для индуктирования тока в детали; колодок 2 для присоединения индуктора к закалочному трансформатору; токопроводящих шин 3, соединяющих индуктирующий провод с колодками; устройства 4 для подачи воды, охлаждающей закалив аегдую деталь и индуктор. По способу нагрева деталей индукторы можно разделить на две группы: для одновременного нагрева и для непрерывно-последовательного нагрева. Размеры и конфигурацию индуктирующего провода выбирают в зависимости от размеров и конфигурации изделия. Для уменьшения потерь токоподводящие шины должны иметь минимальную длину. В колодках для присоединения индуктора к трансформатору сверлят отверстия для шпилек. Индуктор крепят к трансформатору с помощью латунных гаек, под которые подкладывают латунные шайбы. Для уменьшения реактивного сопротивления индукторов расстояние между токоподводя- щими шинами должно быть не более 2- 4 мм; обычно в зазор между токоподводя-щими шинами помещают прокладку из миканита рли эбонита. На практике для высокочастотной закалки применяют различные по конструкции и конфигурации индукторы, которые могут быть предназначены для нагрева поверхностей: внешних цилиндрических, внутренних цилиндрических, плоских и поверхностей сложной формы (включая зубья шестерен). 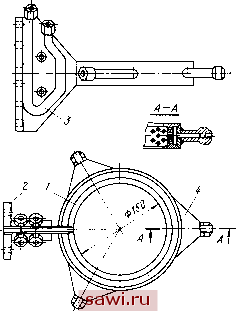 Рис. IX.7. Индуктор для закалки деталей при одновременном нагреве При использовании в установках для закалки различных деталей машинных генераторов широко применяют индукторы с магнитопроводом. Использование магнитопровода позволяет ослабить катушечный эффект, возникающий при прохождении тока высокой частоты, и увеличить интенсивность нагрева за счет вытеснения тока в сторону нагреваемой поверхности детали. При этом коэффициент полезного действия индуктора увеличивается. Магнитопровод для звуковых частот, представляющий собой пакет пластинок толщиной 0,3- 0,35 мм, изготавливают из трансформаторной стали. В последнее время магнитопроводы применяют и для закалочных индукторов, работающих на радиочастоте, т.е. при использовании ламповых генераторов. Эти магнитопроводы изготавливают из прессованных магнито-диэлектриков и ок-сиферов. Ширина индуктирующего провода при одновременном способе нагрева зависит от требуемой ширины закаленного слоя; обычно ширина закаленной полосы на 10-20% меньше ширины индуктирующего провода. При непрерывно-последовательном способе нагрева деталей относительно большой длины ширина индуктирующего провода определяется мощностью генератора или производительностью установки. Продолжительность нагрева каждого элемента поверхности детали тем больше, чем больше ширина индуктирующего провода а и чем меньше скорость движения детали относительно индуктора v (при непрерывно-последовательном способе закалки) : Удельную мощность (кВт/см2) рассчитывают, исходя из поверхности детали, находящейся в индукторе: Ро = РтМ . где Ят--полная мощность на поверхно- сти детали, кВт; с? -диаметр детали, см; а -ширина индуктирующего провода, см. Отсюда при заданной мощности генератора максимальная ширина индуктирующего провода, см: а = Prlndp где Рг - мощность генератора, кВт; Лтр ит]и - к. п. д. закалочного трансформатора и индуктора. Если принять Пи = Птр = 0,8, то а 0,2Рг/Ро- Ориентировочные значения и Pq в зависимости от диаметра заготовки и частоты питающего тока приведены на рис. IX.8.-Графики действительны для углеродистых: и низколегированных сталей при температуре поверхности 900° С. При заданной производительности а = у/о; в этом случае требуемая мощность генератора, кВт: Рг = 5офо- Рассмотрим конструкции индукторов применяемых на металлургических предприятиях для закалки деталей. Шестерни с малым модулем обычно под-- вергают одновременной закалке на высокочастотной установке с ламповым генератором. При этом используют одновитковый или многовитковый индукторы, при большем модуле (>8 мм) закалку шестереьг ведут по методу зуб за зубом . При модуле 14 мм и более можно использовать петлевой индуктор, приведенный на рис. IX.9. Этот индуктор работает на радиочастоте. Башмаки /, изготовленные из текстолита служат для правильного расположения индуктора относительно зуба. В индуктирующем проводе 2 просверлены отверстия со стороны поверхности зуба. Индуктирую- 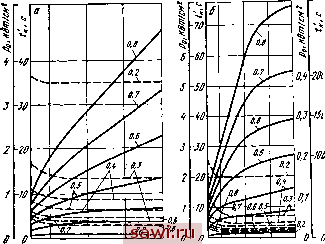
if 8 /2 cf,CM h 8 12 cl,CM 8 f2 d,c/i Рис. IX.8. Зависимости продолжительности нагрева под закалку t (сплошные линии) и удельной мощности it7o, сообщаемой детали (штриховые линии), от диаметра нагреваемого цилиндра d при частоте тока, кГц: а - 2,5; 6 - 8; в - радиочастоте; цифры на кривых - глубина закаленного слоя, см   Рис IX.9. Петлевой индуктор для закалки зубьев цилиндрических шестерен с модулем >14 мм яций провод охлаждается при помощи специально спрофилированной трубки. Когда температура поверхности зуба достигнет необходимой величины, во впадину зуба подают охлаждающую воду для его закалки. Индуктор этой конструкции показал высокие эксплуатационные качества. Для закалки зубьев шестерен с модулем от 12 до 14 мм использовать индуктор, конструкция которого приведена на рис. 1Х.9, трудно, а с модулем 8, 9 и 10 мм - невозможно, так как трубка не помещается в пространстве между зубьями. В таких случаях целесообразно применять индуктор, показанный на рис. IX. 10. Поверхность зу- ба нагревается при помощи индуктирую- щего провода 1; закалка осуществляется путем подвода охлаждающей воды через отверстия в трубке 2. Индуктор относительно зубьев фиксируется башмаками 5, что обеспечивает гарантированный зазор между индуктирующим проводом и поверхностью зуба. Схема индуктора, применяемого для высокочастотной закалки крановых колес, представлена на рис. IX.11. Индуктор состоит из колодок У, служащих для присоединения к трансформатору, индуктирующего провода 2, магнитопровода 5, душирую-щего устройства 4 с отверстиями диаметром 1,2 мм; магнитопровод установлен только в местах перехода от дорожки ко- Установим охранное оборудование. Тел. . Звоните! |