
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 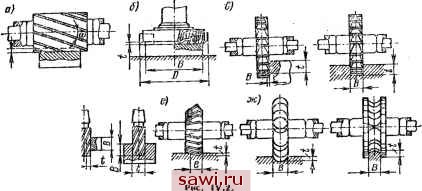
Ц1ирина и глубина фрезероиаиня фрезами: а - цилиндрическими; 6 - торцевыми; в ~т дисковыми; г - прорезными и отрезными; д - концевыми; е - угловыми; ж - фасониыйи Подачей s называется пут1э, проходимый заготовкой относительно фрезы (иI наоборот) в единицу времени. Различают три вида подач; на зуб, на оборот и минутную. Подача иа зуб (мм/зуб) - перемещение заготовки за время поворота фрезы на один зуб. Подачей lEa оборот So (мм/об) является перемеиюние заготовки за время поворота фрезы на один оборот. Ми!:утиая подача Sm (мм/мин) - перемещениеза - готовки за 1 мии. Зависимость указанных подач выражается формулами: So = згг; (Э) % = So = &zn. (4) Глубина резания t - толщина слоя материала заготовки (мм), срезаемого за один рабочий ход. Шириной фрезерования В называется ширина (мм) поверхности заготовки, обрабатываемой за один рабочий ход, измеренная в направлении, перпендикулярном к направлению подачи (движению заготовки). На рис. IV.2 приведены схемы фрезерования поверхностей различными фрезами с указанием t к В для каждой из них. Как видно нз рис. IV. 1, а, сечение стружки (среза), снимаемой одним зубом фрезы, описывается двумя дугами контакта лезвия фрезы с поверхностью лезвия. Оно имеет форму запятой. Расстояние между этими дугами переменное - оно изменяется от значения, близкого к пулю, до некоторого максимума, близкого к Sz. Эта расстояние (мм) принято называть толщиной срезаемого слоя (стружки) о. Другими элементами, характеризующими срезаемый слой, являются: его ширина b (мм), которая представляет собой длину соприкосновения зуба фрезы с за-, готовкой и измеряется вдоль главного лезвия, в частном случае, при фрезеровании] прямозубой !1Илиндрической фрезой Ь - В; площадь поперечного сечения слоя, сре- заемого одним зубом, f = аЬ (ubf); суммарная площадь поперечного сечения среза F (мм), снимаемого всеми зубьями фрезы, находящимися в данный момент в контакте с заготовкой. Для определения площади поперечного сечения среза при цилиндрическом фрезеровании необходимо знать-следующие величины (рис. IV. 1, с): fi - угол контакта фрезы - центральный угол, соответствующий дуге соприкосновения окрул-цости фрезы с заготовкой, измеряемый в плоскости, перпендикулярной к оси фрезы; в - центральный угол между двумя соседними зубьями фрезы, е = 360/2. (5) Число Зубьев, одновременно находящихся в работе (контакте с материалом), т = t /e = 1ркг/360. (6) Угол контакта 1!аходится из треугольника АОБ D/2 -Л COS фк - = 1 -2t/D. Угол контакта при торцевом фрезеровании sin (iJi /2) = (8) (9) Максимальная толщина срезаемого материала шах = \ Sin ()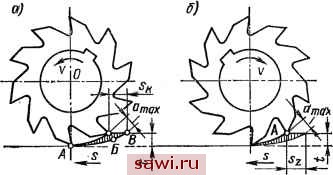 Схемы фрезеровании: а Рис. IV.8. против подачи (встречиве); б ш по подаче (попутное) 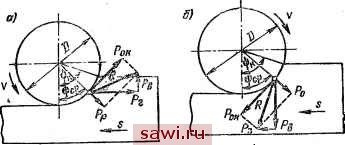 Рис. SV.4. Схемы действия сил при встречном (о) и попутЕюм (б) фрезеровании цилиндрически.ми фрезами роховатости обработанной поверхности. Зубья фрез при этом интенсивно изнаиш-ваются, так как в момент врезания в заготовку их задние noBepxHjcjji трутся об упрочненную, уже обработанную поверхность, преодолевая значительную силу трения- Преимущесгвом встречного фрезерования перед попутным является работа зубьев фрезы из-под корки. Режущие лезвия в момент входа в зону хрупкргОметалла повышенной твердости (корки) прекращают контакт своей задней /юверхности е заготовкой в точке Б (рис. I V..3, а), так как происходит скол стружки. При попутном фрезеровании зуб врезается в материал в точке А (рис. IV.3, б), начиная работать при максимальной толщине срезаемого ыюя и наибольшей нагрузке, что исключает начальное проскальзывание зуба. При попутном фрезеровании получаемся поверхность с меньшей шероховатоетью и более высокой точностью, так как зубьями фрезы во время обработки заготовка прижимается к столу станка, что уменьшает вибрацию. Для успешного применения попутного фрезерования необходимо беззазорное соединение ходового винта и маточной таМЬ стола сТапка. Учитывая достоинства и недостатки рассмотренных методов, попутное фрезерование используют для предварительных н чистовых работ при отсутствии корки, на жестких стайках с компенсаторами з13оров в узлвц стола. Встречное фрезерование рекомендуется для предварительной обработки, и особенно при работе по корке. Схемы действия сил при попутном и встречном фрезеровании различаются (рис, IV. 4); иа них показаны силы, действующие на заготовку (реакции сил, действующих на зуб). На каждый зуб фрезы, находящийся в пределах угла контакта, действует своя сила сопротивления срезаемого слоя. Каждую из этих сил можно разложить на составляющие, действующие тангенциально (по касательной) к зубьям фрезы и по радиусам фрезы. Суммарная окружная, или касательная, сила Рок и радиальная сила Рр имеют равнодействующую R, которую можно разложить на две силы - горизонтальную Рг и вертикальную Рв. Окружная, или касательная, сила Рок* имеет наиболее важное значение, так как производит основную работу резания. По значению силы Рок определяют мощность электродвигателя привода станка и рассчитывают на прочность валы, зубчатые колеса и другие звенья привода станка. Радиальная сила Рр характеризует то усилие, с которым обрабатьшаемая заготовка стремится оттолкнуть от себя фрезу; эта сила изгибает фрезерную оправку и давит на опоры шпинделя. Горизонтальная составляющая силы резания Рр определяет усилие, которое необходимо приложить к столу стайка для осуществления рабочей подачи. При встречном фрезеровании (рис, IV.4, а) направление горизонтальной составляющей Рг противоположно направлению движения (по стрелке s) стола. При попутном фрезеровании (рис, IV,4, б) горизонтальная составляющая Рг направлена в сторону движения стола. S Касательную силу часто называют силой резания н обозначают Р. Установим охранное оборудование. Тел. . Звоните! |