
Установка Видеонаблюдения, Охранной и Пожарной сигнализации.
Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет.
|
| Тел. ОАО «Охрана Прогресс» Установка Видеонаблюдения, Охранной и Пожарной сигнализации. Звоните! Приедем быстро! Установим качественно! + гарантия 5 лет. |
|
|
Установка технических средств охраны. Тел. . Звоните! Главная Органы управления консольными фрезерными станками 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 Продолжение твйл. VI.10
Таблица VI.11 Оправки с продольной шпонкой и хаостовиком с конусом Морзе, конструкция и размеры, мм (ГОСТ 13787-68*) Конус Морзе 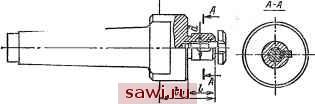
Таблица VI. 12 Оправки с торцевыми шпонками для насадных торцевых фрез, ксчструкция н ра.1меры, мы 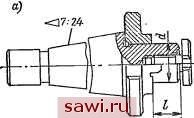
Глава У11 ЗАТОЧКА ФРЕЗ Vli.l. Способы и правила заточки Заточка имеет целые восстановить у инструментоз режущую способность! их стойкость и возможность образовывать поверхности в пределах заданной шероховатости. Она может осуществляться поэлементно, т. е. когда обработка каждой рабочей поверхности ведется раздельно, и конт-рно - когда круг автоматически обходит главные рабочие поверхности. При этом применяются методы абразивной, алмазной, эльборовой и абразивно-эрозионной обработки. Заточка и доводка фрез производится: на универсально-заточных станках с ручным управлением таких моделей, как ЗА64М, ЗА64Д и ЗВ642; на заточных полуавтоматах моделей ЗЕ667, ЗЕ667К для торцевых фрез, ВЗ-126 для дисковых трехсторонних и торцевых фрез, 3685Б, 3685Г для концевых фрез и ЗБ690 для затачивания отрезных и прорезных фрез. Заточку целесообразно вести с применением специальных СОЖ, что позволяет повысить стойкость инструмента в 1,2-1,8 раза, производительность обработки в 1,5-2 раза, а также улучшить качество заточки. Существующие универсально-заточные станки не приспособлены для использования СОЖ из-за непосредственного воздействия жидкости на работающего. Этот недостаток может быть устранен модернизацией станков, позволяющей свести воздействие СОЖ к минимально допустимому (изменение вращения круга, перенос пульта и рукояток управления и изменение рабочего места). Сильно затупившиеся фрезы, как правило, предварительно шлифуют по цилиндрической поверхности на кругло-шлифовальном станке до удаления следов изнашивания, а затем затачивают по передней или задней поверхности зубьев. Фрезы с остроконечной формой зубьев затачивают по задней поверхности (рис. VII. 1) кругом чашечной (ЧЦ, ЧК) или тарельчатой (IT, 2Т, ЗТ) формы. Одновременно при этом обеспечивается получение необходимого угла а. Ось тарельчатого (или чашечного) круга при заточке устанавливают не перпендикулярно к осн фрезы, а под углом 89-88°, чтобы круг в процессе обработки вступал в контакт с металлом фрезы только на небольшом участке своей кольцевой рабочей поверхности. В вертикальной плоскости зуб фрезы смещают относительно горизонтального положения диаметральной плоскости фрезы, чтобы образовать положительный задний угол а. Значение угла характеризует величина Н (рис. VII. 1, а), определяемая из прямоугольного треугольника ОАВ: Н = 0.5D sin о, (30) где D - диаметр затачиваемой фрезы. Положение зуба фрезы при заточке фиксируется упором /, сделанным из пружинной стальной ленты. Место установки этого упора должно быть возможно ближе к вершине затачиваемого зуба. Этим обеспечивается получение наименьшей ошибки ь значении угла а, а также облегчение отжатия упора при переходе на заточку следующего соседнего зуба (поворотом в направлении стрелки К). Величина Н достигается регулированием упора / по высоте. Заточка зуба по передней поверхности производится при наличии на ней выраженных следов изнашивания. Однакопри заточке фрез для особо точной обработки даже в тех случаях, когда всего один зуб нуждается в заточке передней поверхности, Установим охранное оборудование. Тел. . Звоните! | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||